Journal of Aeronautics & Aerospace Engineering
Open Access
ISSN: 2168-9792
ISSN: 2168-9792
Research Article - (2015) Volume 4, Issue 3
This paper presents the experimental results of the influence of water ageing after mechanical on glassfiber composites, compared with Kevlar-fiber composites. The tested specimens were subjected to fatigue during various numbers of cycles (100 to 50000). After that, they were immersed into tap water and simulated seawater for different periods (4, 20 and 40 days). Next, the tensile tests were made on the unaged and aged samples in order to determine the evolution of the strength and stiffness under local interactions of the water absorption and fatigue. The obtained results showed that tensile characteristics were clearly affected by the immersion treatment and fatigue loading. In fact, the residual stiffness and residual strength decreased when the immersion time and cycle number of fatigue increased, indicating that the studied composites have experienced some forms of mechanical damage
<Keywords: Glass fiber; Kevlar fiber; Laminates; Fatigue; Damage mechanics; Accelerated aging
Fiber reinforced polymer composite materials are widely used in several constructions (marine, aerospace and automobile, etc.) due to their various advantages: high stiffness to weight ratio, corrosion resistance, and low maintenance cost. Glass and Kevlar fibers are the most widely used to reinforce composite structures. Indeed, glass fiber has enjoyed widespread popularity to make reinforced composites in every field, because of their competitive cost and relatively good mechanical properties. Kevlar fibers widely used as reinforcement within several advanced composites, which were developed during the 1960s. Their high degree of toughness, associated with the failure mechanism of Kevlar, and damage tolerance promote good impact/ ballistic performance. This is due to the low surface energy and the chemically inert surface of the Kevlar fiber, and consequently to the poor interfacial adhesion between fiber and matrix [1-4].
Generally, the mechanical properties of composite materials are well known by engineers, but there are still many concerns about their durability and their performance under severe environmental conditions [5-7]. In fact, with the use of composite materials in a warm and wet environment, the aggressive actions can appear under several aspects of biological, chemical and physical properties by altering materials and provoking a failure of the residual stiffness and residual strength. The deterioration of a composite material during a wet ageing is, in most cases, the results of a water absorption phenomenon depending on hygrometric and temperature. Indeed, water can penetrate into the composites by three main mechanisms: diffusion of the water through the matrix, capillary along fiber-matrix interface and percolating flow and storage of water in micro-cracks [8]. These diffusion mechanisms generally lead to the following damages in the composites: degradation by a hydrolysis reaction of unsaturated groups within the resin [9,10], interfacial fracture [11-14], debonding [15] and interlaminar toughness [16-20]. Beyond these considerations, it is well known that water absorption also affects the mechanical behavior of composite materials globally [21-27]. In spite of these investigations, few works studied the combined effect of damage mechanics and environmental ageing on the ultimate properties of composite materials.
The purpose of this paper is to describe the effect of the mechanical fatigue and accelerated ageing on two epoxy composite laminates reinforced with glass-fibers and Kevlar-fibers, respectively. From experimental procedures, the samples were subjected to artificial tap water and seawater at room temperature for various durations (4, 20 and 40 days) after fatigue during various numbers of cycles (100 to 50000). These investigations were done to evaluate the effect of the fatigue loading as well as the moisture uptake and the nature of the aquatic environment on the mechanical behavior of these two composites.
Materials
Laminates were prepared by hand lay-up process from epoxy resin and unidirectional fabrics of weights 300 gm-2 for E-glass fibers and 170 gm-2 for Kevlar fibers. The first one, named GFRP, was composed of 4 layers of glass fiber with a volume fraction of fibers Vf ~ 0.65 and the second one, named KFRP, was constituted of 6 layers of Kevlar with Vf ~ 0.42. The choice of the number of layers was made in order to obtain plates with the same thickness of 1 mm. Plates of 110 cm length and 80 cm width were cured at room temperature with a pressure of 0.3 bar using a vacuum molding process for 6 hours, and then post-cured for 6 h at 80°C in an oven. Afterwards specimens were cut according to ASTM standard D3039 (200 × 20 × 1 mm), using a saw with diamond disc.
Experimental procedure
The experimental protocol of studied composite materials is presented in 5 stages (Figure 1). The first stage is a phase of loading in static test, at a constant rate of 1 mm min-1. The displacement is controlled up to 50% of displacement to the rupture in static tests.
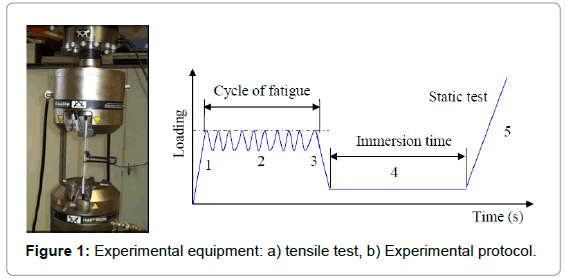
Figure 1: Experimental equipment: a) tensile test, b) Experimental protocol.
The second stage is a phase of fatigue with a form of sinusoidal wave of 10 Hz frequency. A mean displacement dmean is maintained constant and the amplitude is equal to 10% of displacement at failure in static tests, which was imposed. The studied materials were subjected to ten cycles of fatigue between 100 and 50000.
The third stage is a phase of unloading of the specimens after being subjected to fatigue.
In the fourth stage, the samples tested in fatigue (stage 3) were immersed into tap water or artificial seawater (37 g/l) during various periods (4, 20 and 40 days). The choice of these periods was made to determine the evolution of the strength, stiffness and fatigue performance under local interactions of environmental condition and fatigue loading.
During the fifth phase, the samples will be tested in static in order to determine the influence of fatigue (stage 2) and ageing (stage 4), on the mechanical properties (Young’s modulus E, ultimate strength and failure strain) of the samples in tensile tests. For each test and environmental condition, at least three specimens were submitted to tensile tests. The total number of tested specimens was 298 (Table 1) and only the mean values were taken into account.
| Aging conditions | Tap water | Seawater | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Immersion (days) | 0 | 4 | 20 | 40 | 0 | 4 | 20 | 40 | ||||||||||
| K: Kevlar, G: Glass | G | K | G | K | G | K | G | K | G | K | G | K | G | K | G | K | ||
| Testing | Static | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
| Fatigue (cycles) | 100 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | |
| 1000 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | ||
| 10000 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | ||
| 500000 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | ||
| Total | 298 samples | |||||||||||||||||
Table 1: Summary of tests.
Static and fatigue test of unaged composites
In order to study the influence of fiber type on the static and fatigue behaviors of GFRP and KFRP composites, we present in Figures 2 and 3, the typical stress-strain curves and the loss of the load Fmax/F0max according to the number of cycles for both composites, respectively. The static behavior of these composites is quasi-linear until the failure. The value of tensile strength is around 380 MPa for the laminate with Glass-fiber, while it is 305 MPa for the laminate with Kevlar-fiber (Figure 2). This difference is related to the fibers volume fraction and fiber nature. The values of the longitudinal elastic modulus of the GFRP and the KFRP laminates are estimated as 16 GPa and 16.5 GPa, respectively (Figure 2).
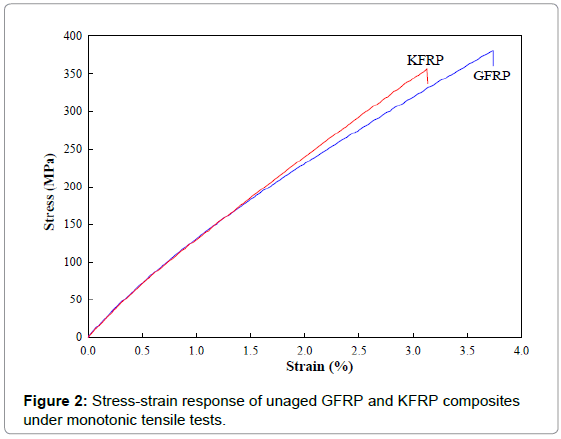
Figure 2: Stress-strain response of unaged GFRP and KFRP composites under monotonic tensile tests.
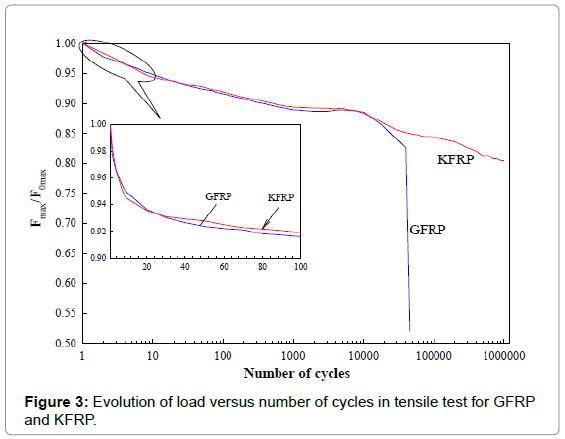
Figure 3: Evolution of load versus number of cycles in tensile test for GFRP and KFRP.
For the fatigue test, we notice that the loss of the load Fmax/F0max (F0max is the maximum load obtained in the first cycle) until the failure of the GFRP and KFRP composites occurs at three distinct stages (Figure 3). The first one is characterized by an initial loss in stiffness caused by the transverse ply cracking and some early fiber fractures. The second one is an intermediate stage representing a period of stable crack propagation in which stiffness reduction occurs as a result of formation of additional matrix cracking, crack coupling along ply interface, and initiation of internal delamination. The last one is characterized by a rapid decrease in stiffness as a result of failure of fibers, including delamination and coalescence of all damage mechanisms resulting in a total failure of the laminate [28,29].
It should be noted that the first stage constitutes only 10% of the life expectancy while it corresponds to 80% of the damage rate (Figure 3). The GRFP composite reaches the failure before 50000 cycles of fatigue, whereas the rupture of the KFRP composite is not reached even at the end of millions of cycles.
In order to distinguish the different damages of these two composites due to the fatigue loading, the specimen surfaces were examined using an optical Microscope. After the test, small sections of the GFRP and KFRP composites were cut transversely to the beam axes 5 mm away from the failed center region.
Figure 4 shows representative fracture topographies taken from the GFRP and KFRP specimen after fatigue loading. The analysis of these pitchers shows that the mode of damage and failure strongly depends upon the fiber orientation. In fact, the first damage that occurs in the laminates is the transverse cracking, which induces local stress concentration at crack tips and consists in the formation of interlaminar cracks running parallel to the fibers in 90° layers due to matrix cracking (Figure 4). Transverse cracking is a progressive damage mechanism which develops with the increase of applied loading or cyclic fatigue numbers. These pitchers also show that dominant damage modes under fatigue are transverse cracks forming in the 90° plies and internal delamination at the 0/90° interface.
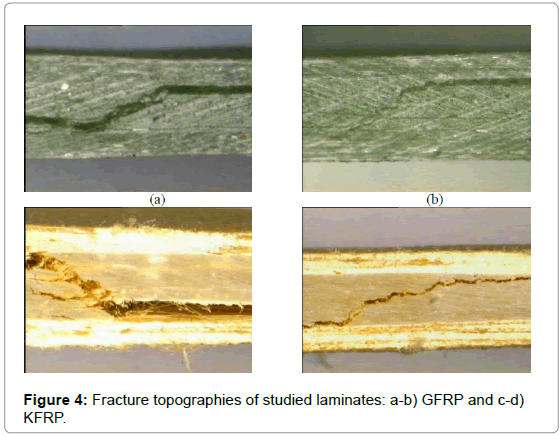
Figure 4: Fracture topographies of studied laminates: a-b) GFRP and c-d) KFRP.
Static test after fatigue loading and ageing
Static tests were made on these two composites in order to determine the residual strength and residual stiffness as well as their evolution according to the numbers of cycles and ageing conditions. Figure 5 illustrates the stress-strain curves obtained for the GFRP and KFRP before and after each condition (immersion into water environment and fatigue cycles). The curves have been offset by 5% for clarity, with regard to strain. We observe that the two conditions performed after fatigue loading hardly affect the mechanical behavior of both composites which remains quasi-linear until failure. However, they induce significant variations in the mechanical properties. To better identify these variations, we present in Figures 6-9 the evolution of the residual strength (Figures 6-7) and residual stiffness (Figures 8 and 9) according to the number of cycles with a semi-logarithmic scale. These Figures show that mechanical fatigue induces a decrease in the residual strength (Figures 6 and 7) and residual stiffness (Figures 8 and 9) of both composites. We also note that these properties decrease with immersion time for each composite and these changes are amplified by the condition and duration of water ageing.
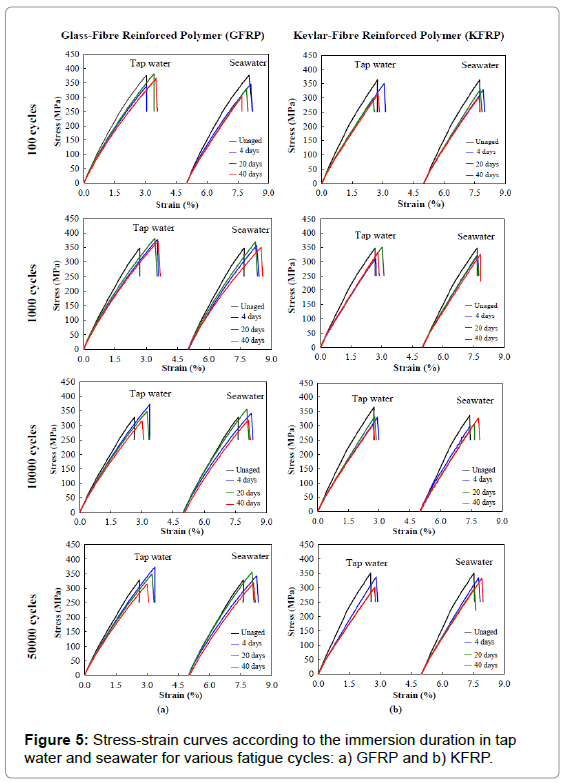
Figure 5: Stress-strain curves according to the immersion duration in tap water and seawater for various fatigue cycles: a) GFRP and b) KFRP.
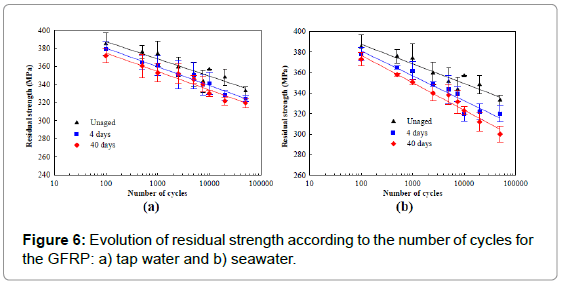
Figure 6: Evolution of residual strength according to the number of cycles for the GFRP: a) tap water and b) seawater.

Figure 7: Evolution of residual strength according to the number of cycles for KFRP: a) tap water and b) seawater.
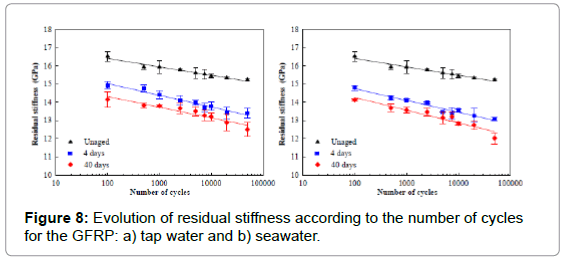
Figure 8: Evolution of residual stiffness according to the number of cycles for the GFRP: a) tap water and b) seawater.
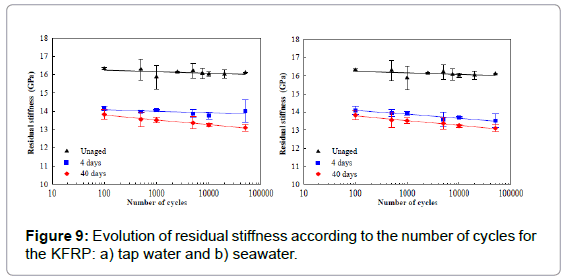
Figure 9: Evolution of residual stiffness according to the number of cycles for the KFRP: a) tap water and b) seawater.
In order to compare the effect of fatigue and accelerated ageing on mechanical proprieties of both composites, Figure 10 presents the results obtained after fatigue of unaged and aged GFRP and KFRP composites during 40 days in seawater.
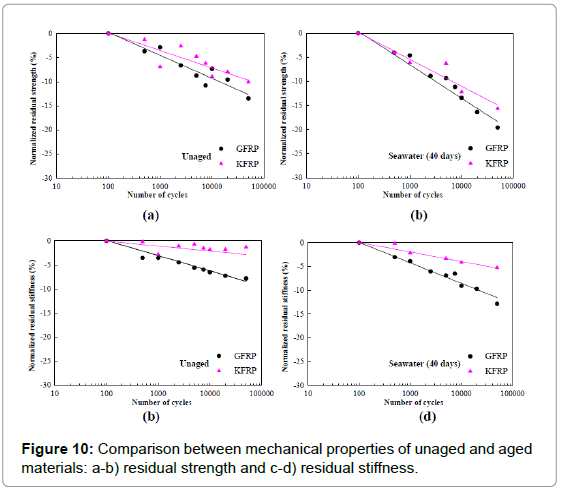
Figure 10: Comparison between mechanical properties of unaged and aged materials: a-b) residual strength and c-d) residual stiffness.
After 50000 cycles of fatigue, the residual strength decreases by about 15% and 10% for unaged GFRP and KFRP composites, respectively (Figure 10a). On the other hand, its loss is about 20% for the GFRP and 15% for the KFRP after 40 days of immersion into seawater (Figure 10b). For the residual stiffness, it is found to decrease by about 8% and 2% for the unaged GFRP and KFRP composites, respectively (Figure 10c), while its decrease is around 12% and 5% after 40 days of immersion into seawater (Figure 10d). These results show that the residual strength of GFRP composite is more affected by water ageing than this of KFRP composites. This difference can be attributed to several parameters such as the difference between volume fraction of glass fiber and Kevlar fiber composites, the interfacial bonds between fiber and hydrophobic polymer matrices and the morphology of each fiber.
Although the mechanical properties of GFRP and KFRP composites are affected by the ageing differently, we can conclude that the ageing and fatigue slightly modify the mechanical behavior of GFRP and KFRP composites, but they considerably affect the residual strength and residual stiffness of both these materials.
This study aimed at investigating on the influence of water ageing after fatigue on the mechanical proprieties of glass-fiber and Kevlarfiber reinforced epoxy composite. The tested specimens were subjected to fatigue for during numbers of cycles (100 to 50000) and aged by immersion in tap water and simulated seawater for different lengths of time (4, 20 and 40 days). Then the composite specimens were subjected to the tensile tests in order to determine the evolutions of the strength and stiffness under local interactions of the water uptake and fatigue. The obtained results show that tensile proprieties are clearly affected by water ageing and fatigue loading, both for the shape of the stress-strain curves and for the values of mechanical properties. Consequently, the residual stiffness and residual strength decrease when immersion time increases, indicating that the material has experienced some forms of mechanical damage and irreversible chemical degradation. The decrease in stiffness and strength is explained by the degradation of fiber-matrix interface because of water absorption causing micro cracks of the matrix.
The static properties of GFRP and KFRP composites revealed that long periods of aging and high fatigue cycle numbers cause deterioration of their characteristics. In addition to that, the obtained results show that KFRP composite seems to be more suitable for the applied fatigue and water aging.