Enzyme Engineering
Open Access
ISSN: 2329-6674
ISSN: 2329-6674
Research Article - (2013) Volume 2, Issue 2
Keywords: Fish, Fish processing, Fish waste, Protein, Oil, Alcalase
Fish production is one of the major industries in Canada, with a total production of 1,039,313 tonnes in the year 2011 (FOC, 2013). However, during fish processing operations, significant fish waste is generated and is currently being dumped into the ocean causing environment problems. Fish processing by-products contain fish oil, the amount of which depends upon the fat content of the specific fish species, and the distribution of fat in fish parts. Generally, fish contains 2-30% fat, and about 50% of the body weight is generated as waste during the fish processing operation. Therefore, this fish processing by-product could be a great potential source for good quality fish oil that can be used for human consumption [1]. Fish oils are excellent sources of long chain polyunsaturated fatty acids (omega-3 fatty acids), which are mainly composed of cis-5,8,11,14,17- eicosapentaenoic acid (EPA) and cis-4,7,10,13,16,19-docosahexaenoic acid (DHA) [2]. The functional and biological properties of omega-3 fatty acids include: prevention of atherosclerosis, protection against arrhythmias, reduced blood pressure, beneficial to diabetic patients, protection against manicdepressive illness, reduced symptoms in asthma patients, protection against chronic obstructive pulmonary diseases, alleviate symptoms of cystic fibrosis, improving survival of cancer patients, reduction in cardiovascular disease and improved learning ability [3-5]. At least two servings of fish every week has been recommended by the American Heart Association to reduce the effect of cardiovascular diseases [6].
Fish oil is usually prepared from whole fish or fish waste by chemical processes, enzymatic processes, or by cooking and pressing. The chemical processes include goldfisch method, chloroform/methanol/ water extraction and acid digestion method. The chemical extraction of fish oil is complicated, where the solvents used for extraction have to be separated requiring excess energy. It also produces waste byproducts, which cause environmental problems. Traditionally, the fish oil is generated by cooking, pressing followed by centrifugal separation in the industries. This method is very harsh on lipids and can lead to faster degradation of lipids and can also affect the protein fraction, which is obtained as the by-product during this process [7]. Enzymatic hydrolysis was developed to produce fish oil using commercial proteases. Enzymatic hydrolysis is carried out at low temperature with no waste by-product produced. It is used to extract oil for production of biodiesel, and/or omega-3 fatty acids [8-11]. Several enzymes (alcalase, neutrase, protamex and flourzyme) can be used to extract fish oil. However, several studies [12-16] indicated that highest amount of fish oil was extracted using alcalase. These studies also indicated that alcalase produced lower amounts of emulsion and has a higher degree of hydrolysis than other enzymes. The following work involves the evaluation of a laboratory scale enzymatic hydrolysis of whole fish and fish waste (frames, head, fin, tail, skin and gut) for the production of oil.
The main aim of this study was to evaluate the enzymatic extraction of oil from whole fish and fish parts (whole fish, head, fin, tail, skin and gut, and frames). The specific objectives were: (a) to study the effectiveness of various concentrations of the enzyme alcalase (0.5, 1 and 2%) for extracting oil from fish processing waste and (b) to study the effect of the hydrolysis time (1, 2, 3 and 4 h) on the oil yield.
Fish and fish waste samples
Whole frozen mackerel fish was obtained from Clearwater, Bedford, Nova Scotia, Canada. The mackerel fish waste was obtained from Sea Crest Fisheries, Nova Scotia, Canada. The fish and fish waste were collected in sealed plastic bags and transported to the Biological Engineering Laboratory, and stored in a freezer at -20°C.
Chemicals and enzymes
The alcalase enzyme used in this study was obtained from Sigma- Aldrich, Oakville, Ontario, Canada. The chemicals used in the study included: potassium phosphate monobasic, potassium phosphate dibasic, concentrated sulfuric acid, concentrated hydrochloric acid, Bovine serum albumin, copper sulfate, sodium carbonate, sodium tartrate, 2 N Folin and Ciocalteu’s Phenol Reagent, trichloroacetic acid and acetone. All the chemicals were obtained from Sigma-Aldrich, Oakville, Ontario, Canada. The reagents used in this study included: 1 N hydrochloric acid, 6 N hydrochloric acid, 1 N sodium hydroxide, 20% trichloroacetic acid, 1 M potassium phosphate monobasic and 1 M potassium phosphate dibasic. 1 M pH 8 phosphate buffer was prepared by adding 94.7 ml of 1 M potassium phosphate mono-basic and 5.3 ml of 1 M potassium phosphate dibasic with 100 ml of distilled water.
Experimental procedure
The enzymatic extraction of oil was carried out according to the procedure described in Figure 1. The whole mackerel fish was minced in a homogenizer (Model No.4532s/s, Hobart Manufacturing Co. Ltd, Ontario, Canada) without adding water. A minced fish sample (50 g) was first placed in a 500 ml glass bottle and heated in a water bath (Precision 280 Series, Thermo Scientific, Marietta, Ohio, USA) at 90°C for 10 min to deactivate the endogenous enzymes. Then, 50 ml of 1 M potassium phosphate buffer (pH 7.5) was added to the fish in the ratio of 1:1 (fish : buffer) and mixed well using a magnetic stirrer (Corning Magnetic Stirrer PC 210, Thermo Scientific, Marietta, Ohio, USA). The total volume was found to be 100 ml. The pH of the mixture was measured using a pH meter (Orion 5 Star pH meter, Thermo Scientific, Billerica, Massachusetts, USA), and adjusted to 7.5 with 1 N NaOH. The glass bottle was then placed in a water bath shaker (Precision 2870 Series, Thermo Scientific, Marietta, Ohio, USA), operating at 140 rpm and 55°C, and kept for 30 min. The temperature was measured using a thermometer. The enzymatic hydrolysis was started by adding 0.5% (by weight of raw material) alcalase. After hydrolysis for 1 h, the mixture was taken and placed in another water bath (Precision 280 Series, Thermo Scientific, Marietta, Ohio, USA), operating at 90°C for 5 min to inactivate the enzymes.
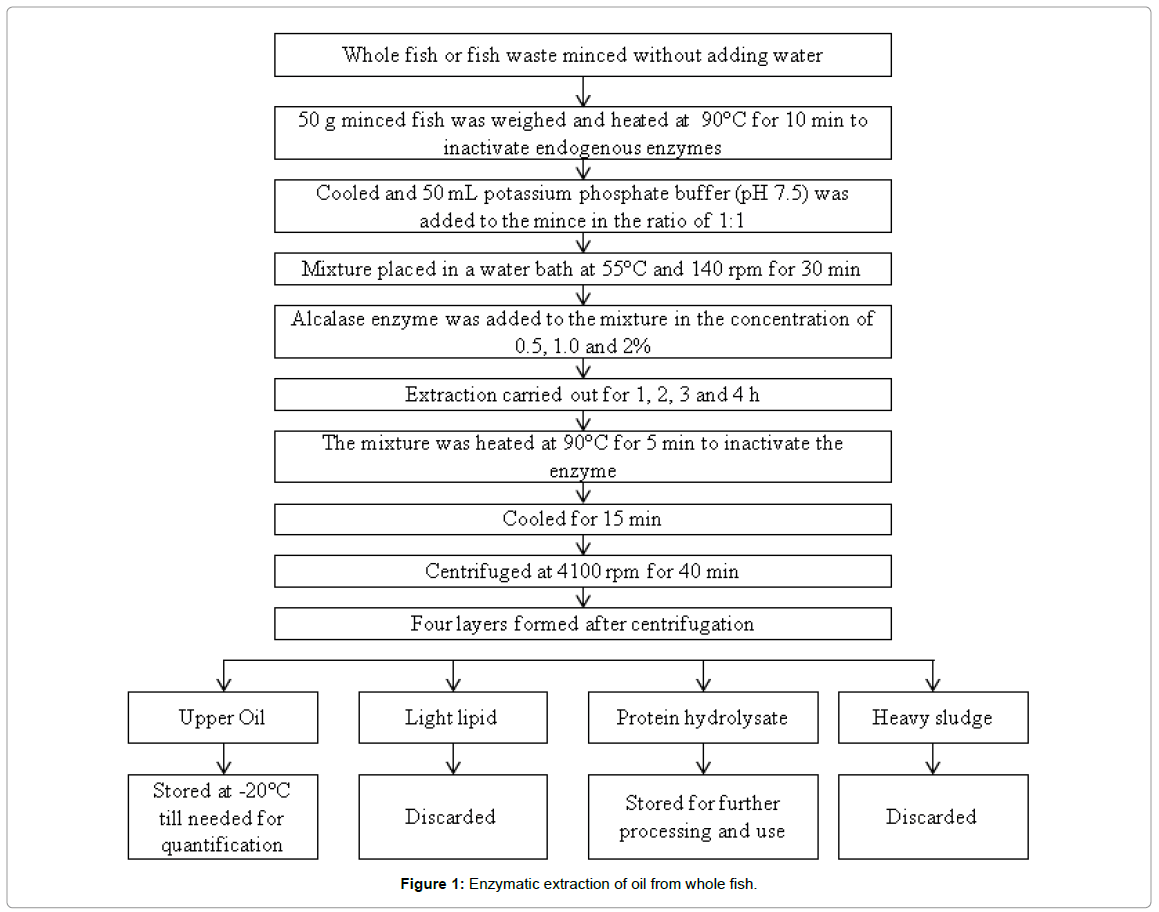
Figure 1: Enzymatic extraction of oil from whole fish.
The mixture was then allowed to cool and centrifuged (Sorvall RT1 Centrifuge, Thermo Scientific, Marietta, Ohio, USA) at 4100 rpm for 40 min. Four layers, (Figure 2) were formed in the centrifuge tubes: upper oil layer, light-lipid layer, soluble clear protein layer and bottom sludge layer containing the remaining fish tissues, respectively. The upper oil layer was removed using a pipette and stored at -20°C. The enzymatic hydrolysis of oil from the various parts of mackerel fish (head, frames and fins, tails, gut and skin together) was carried out using the same procedure. The same procedure was repeated with all reaction times and enzyme concentrations.
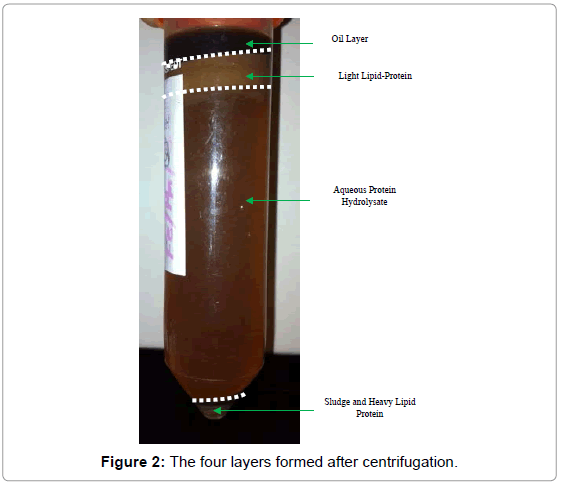
Figure 2: The four layers formed after centrifugation.
Chemical analyses
The moisture content was analyzed by the oven drying method, the fat content was analyzed using chloroform/methanol method of lipid extraction, the protein content was analysed using Kjeldhal method, the ash content was analyzed using the standard ASTM E1755-01 and the carbohydrate content was analyzed using the standard ASTM D5896-96 in the fish samples. These analyses were performed by Nova West Laboratory Ltd., Nova Scotia, Canada.
Determination of oil
The oil was obtained as the top layer during the extraction process, and was removed with a pipette and weighed using a digital balance (Mettler AE 200, Mettler Toledo, Mississauga, Ontario, Canada). The weight was used to calculate the percentage of recovered oil from each part. The percent of oil recovery from fish was defined as the ratio of recovered oil from the estimated fat content in the raw material multiplied by 100, and was calculated as follows
Percent oil Recovery (%) = Recovered oil (%)/Estimated fat (%) × 100 (1)
The total oil recovered from the fish was defined as the concentration of oil raw material multiplied by the average weight of the fish part, and was calculated as follows
Total Oil Recovery (g) = Recovered Oil (g)/Weight of raw material (g) × Average weight of fish (g) (2)
Statistical analyses
Statistical analyses were performed on oil results using Minitab Statistics Software (Ver 16.2.2, Minitab Inc., Canada). Both analyses of variance (ANOVA) and Tukey’s grouping were carried out.
Weight distribution and nutritional composition
The average weight of a whole fish was 487.11 g. The weight distribution of the different parts of the fish is shown in Table 1. The flesh, head, frame, fins and tails, skin and gut make up 286.91 g (58.90%), 75.87 g (15.58%), 37.12 g (7.62%), 5.71 g (1.17%), 34.74 g (7.13%) and 36.69 g (7.53%), respectively. About 3.26% of fish tissue was lost during the cutting of fish and preparing the samples.
| Sample | Whole (g) | Flesh (g) | Waste (g) | Head (g) | Frames (g) | Fins & Tails (g) | Skin (g) | Gut (g) | Loss (g) |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 470.03 | 256.41 | 213.62 | 82.23 | 41.87 | 7.62 | 31.51 | 38.53 | 11.86 |
| 2 | 403.18 | 213.20 | 189.98 | 66.34 | 19.48 | 3.67 | 41.96 | 32.73 | 25.80 |
| 3 | 514.74 | 302.63 | 212.11 | 79.41 | 38.71 | 9.73 | 32.43 | 32.18 | 19.65 |
| 4 | 492.58 | 301.65 | 190.93 | 81.70 | 26.58 | 5.32 | 38.08 | 39.25 | 0.00 |
| 5 | 366.48 | 187.79 | 178.69 | 63.57 | 36.66 | 4.77 | 30.73 | 31.17 | 11.79 |
| 6 | 580.41 | 340.69 | 239.72 | 85.73 | 53.06 | 6.07 | 30.30 | 53.12 | 11.44 |
| 7 | 438.25 | 246.08 | 192.17 | 65.76 | 30.79 | 3.42 | 38.26 | 32.3 | 21.64 |
| 8 | 557.25 | 343.86 | 213.39 | 80.94 | 34.05 | 6.23 | 30.95 | 32.3 | 28.92 |
| 9 | 529.35 | 313.98 | 215.37 | 73.57 | 52.96 | 4.79 | 38.17 | 37.85 | 8.03 |
| 10 | 518.85 | 302.85 | 216.00 | 79.49 | 38.96 | 5.5 | 35.01 | 37.52 | 19.52 |
| Average | 487.11 ± 67.89 | 286.91 ± 52.79 | 206.20 ± 17.93 | 75.87 ± 7.97 | 37.31 ± 10.56 | 5.71 ± 1.87 | 34.74 ± 4.12 | 36.69 ± 7.53 | 15.87 ± 8.79 |
| Percentage | 100.00 | 57.67 | 42.33 | 15.58 | 7.66 | 1.17 | 7.13 | 7.53 | 3.26 |
Table 1: Weight distribution of mackerel fish.
The nutritional composition (moisture, protein fat, carbohydrate and ash contents) of whole fish and fish parts are shown in Table 2. The average fat content were 16.52% for the whole fish, 17.16% for the head, 10.43% for the frame and 20.84% for the fins, tails, skin and gut, respectively. The fins, tails, skin and gut had the highest oil content (20.84%), while the frames had the lowest fat content (10.43%) and head had the highest carbohydrate content (1.17%).
| Sample | Moisture (%) | Protein (%) | Fat (%) | Carbohydrate (%) | Ash (%) |
|---|---|---|---|---|---|
| Head | 65.63 | 12.30 | 17.16 | 1.17 | 3.74 |
| Frames | 71.62 | 14.16 | 10.43 | 0.31 | 3.48 |
| Fins, Tails, Skin and Gut | 65.62 | 12.18 | 20.84 | 0.00 | 1.36 |
| Whole Fish | 65.58 | 15.57 | 16.52 | 0.65 | 1.68 |
Table 2: Nutritional composition of mackerel fish and fish waste.
Oil yield
Oil was produced in this study by the enzymatic extraction of fish and fish parts. The amount of fat present in each part of the fish was determined from the chemical analysis. The percent oil recovery was calculated using Equation 1. The results are shown in Table 2. The oil yield from the fish parts obtained at different enzyme concentrations (0.5, 1.0 and 2%) and hydrolysis times (1, 2, 3 and 4 h) are shown in Table 3.
| Enzyme Concentration (%) | Hydrolysis Time (h) | Oil Yield | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Whole Fish | Head | Frame | FTSG | ||||||
| (g) | (%) | (g) | (%) | (g) | (%) | (g) | (%) | ||
| 0.5 | 1 | 3.63 ± 0.07 | 7.26 | 4.83 ± 0.18 | 9.66 | 1.82 ± 0.03 | 3.64 | 4.20 ± 0.07 | 8.40 |
| 2 | 4.86 ± 0.04 | 9.72 | 5.39 ± 0.15 | 10.78 | 2.95 ± 0.03 | 5.90 | 5.94 ± 0.02 | 11.88 | |
| 3 | 5.24 ± 0.03 | 10.50 | 5.88 ± 0.02 | 11.76 | 3.16 ± 0.03 | 6.32 | 6.64 ± 0.02 | 13.28 | |
| 4 | 5.52 ± 0.05 | 11.00 | 6.20 ± 0.02 | 12.40 | 3.26 ± 0.03 | 6.52 | 7.02 ± 0.06 | 14.04 | |
| 1.0 | 1 | 3.87 ± 0.05 | 7.74 | 4.99 ± 0.03 | 9.98 | 1.94 ± 0.02 | 3.88 | 5.24 ± 0.03 | 10.48 |
| 2 | 5.18 ± 0.05 | 10.40 | 5.92 ± 0.03 | 11.84 | 2.96 ± 0.03 | 5.92 | 6.64 ± 0.02 | 13.28 | |
| 3 | 5.66 ± 0.04 | 11.30 | 6.26 ± 0.02 | 12.52 | 3.21 ± 0.02 | 6.42 | 6.92 ± 0.02 | 13.84 | |
| 4 | 6.16 ± 0.02 | 12.30 | 6.38 ± 0.02 | 12.76 | 3.51 ± 0.02 | 7.02 | 7.12 ± 0.02 | 14.24 | |
| 2.0 | 1 | 3.98 ± 0.04 | 7.96 | 4.90 ± 0.01 | 9.80 | 2.98 ± 0.02 | 5.96 | 5.99 ± 0.02 | 11.98 |
| 2 | 5.04 ± 0.07 | 10.10 | 6.11 ± 0.09 | 12.22 | 3.11 ± 0.02 | 6.22 | 6.79 ± 0.11 | 13.58 | |
| 3 | 5.80 ± 0.02 | 11.60 | 6.51 ± 0.03 | 13.02 | 3.38 ± 0.02 | 6.76 | 7.21 ± 0.01 | 14.42 | |
| 4 | 6.26 ± 0.02 | 12.50 | 6.68 ± 0.02 | 13.36 | 3.89 ± 0.02 | 7.78 | 7.58 ± 0.02 | 15.16 | |
Sample size=50 g
Whole fish: 8.26% (16.52%);
Head: 8.58% (17.16%);
Frame: 5.21% (10.43%)
Fin, tail, skin and gut: 10.42% (20.84%)
Table 3: Oil yield.
Analysis of variance (ANOVA) was performed on the oil yield data, as shown in Table 4. The effects of fish parts, enzyme concentration and time were significant at the 0.001 level. The interactions among the various parameters were also significant at the 0.001 level.
| Source | DF | SS | MS | F | P |
|---|---|---|---|---|---|
| Total | 143 | 14039.81 | |||
| Model | |||||
| Parts | 3 | 1415.13 | 471.71 | 4397.85 | 0.001 |
| EC | 2 | 1426.68 | 713.34 | 6650.60 | 0.001 |
| HT | 3 | 9971.54 | 3323.85 | 30988.81 | 0.001 |
| Parts*EC | 6 | 236.85 | 39.48 | 368.04 | 0.001 |
| Parts*HT | 9 | 260.45 | 28.94 | 269.80 | 0.001 |
| EC*HT | 6 | 133.94 | 22.32 | 208.13 | 0.001 |
| Parts*EC*HT | 18 | 584.92 | 32.50 | 302.96 | 0.001 |
| Error | 96 | 10.30 | 0.11 |
DF: Degree of freedom
SS: Sum of square
MS: Mean of square
EC: Enzyme concentration
HT: Hydrolysis time
R2 : 99.89
Table 4: Analysis of variance for oil yield.
The results of the Tukey’s grouping are shown in Table 5. The various fish parts were significantly different from each other and from the whole fish, except for the fin, tail, skin and gut (FTSG), which was not significantly different from the whole fish (WF) at the 0.05 level. The highest oil yield (66.82%) was obtained from the head (H). All enzyme concentrations were significantly different from each other at the 0.05 level. The highest oil yield (65.81%) was achieved with 2.0% enzyme concentration. All the hydrolysis times were significantly different from each other at the 0.05 level. The highest oil yield (70.79%) was achieved after 4 h of hydrolysis.
| Factors | Level | N | Mean Recovery (%) | Tukey Grouping |
|---|---|---|---|---|
| Parts | Whole Fish | 36 | 61.72 | A |
| Head | 36 | 66.62 | B | |
| Frame | 36 | 57.78 | C | |
| FTSG | 36 | 61.82 | A | |
| 0.5 | 48 | 58.10 | A | |
| Enzyme concentration (%) | 1.0 | 48 | 62.04 | B |
| 2.0 | 48 | 65.81 | C | |
| Hydrolysis time(h) | 1 | 36 | 48.71 | A |
| 2 | 36 | 61.65 | B | |
| 3 | 36 | 66.79 | C | |
| 4 | 36 | 70.79 | D |
Groups with the same letter are not significantly different from each other at the 0.05 level.
FTSG=Fin, tail, skin and gut.
Table 5: Tukey grouping on oil yield.
Effect of enzyme concentration on oil yield
The effect of enzyme concentrations on oil yield from different fish parts at different hydrolysis times (1, 2, 3 and 4 h) is shown in Figure 3. The results showed that increasing the enzyme concentration from 0.5 Figure 2: The four layers formed after centrifugation. to 2% increased the oil yield from all fish parts.
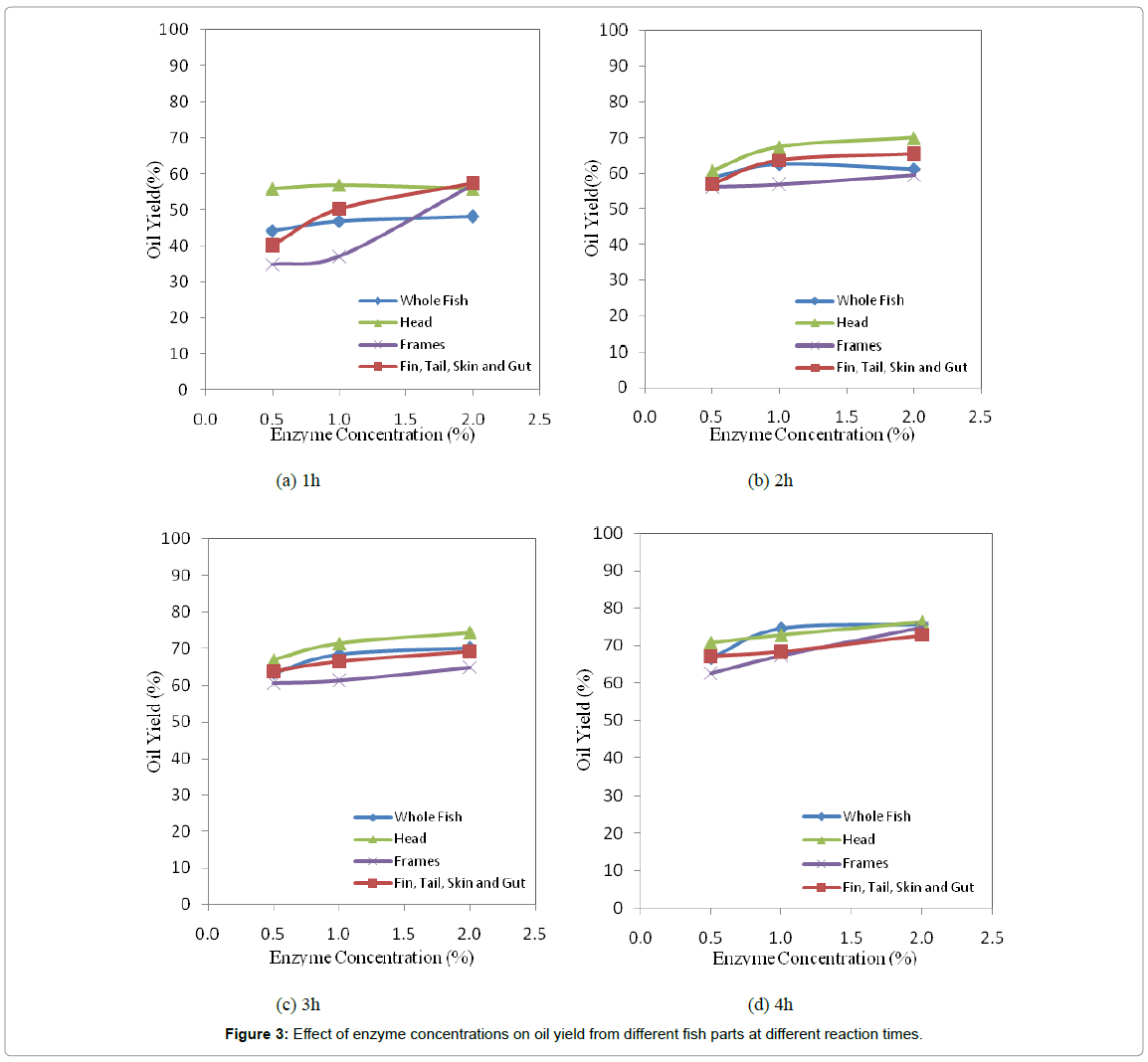
Figure 3: Effect of enzyme concentrations on oil yield from different fish parts at different reaction times.
For the 0.5% enzyme concentration and 1 h hydrolysis time, the oil yield was 44.23, 40.12, 55.82 and 34.81% for the whole fish (WF), head (H), frame (F) and fin, tail, skin and guts (FTSG), respectively. When the enzyme concentration was increased from 0.5% to 1%, the oil yield increased from 44.23 to 46.83% (5.89%), from 40.12 to 50.25% (25.25%), from 55.82 to 56.96% (2.04%), and from 34.81 to 37.07% (6.48%) for the whole fish (WF), fin, tail, skin and guts (FTSG), head (H) and frame (F), respectively. When enzyme concentration was further increased from 1 to 2%, the oil yield increased from 46.83 to 48.13% (2.78%), from 50.25 to 57.46% (14.36%), and from 37.07 to 56.99% (53.73%), and decreased from 56.96 to 55.83% (1.97%) for the whole fish (WF), fin, tail, skin and guts (FTSG), frame (F) and head (H), respectively. The decrease in the oil yield from the head (H) is because the 0.5% enzyme concentration and the 1 h hydrolysis time were not enough to release all the oil into the system. Similar trends were observed with the other reaction times (2, 3 and 4 h) for all the fish parts.
Effect of hydrolysis time on oil yield
The effect of hydrolysis time on oil yield from the whole fish and different fish parts at different enzyme concentrations (0.5, 1 and 2%) on the oil yield are shown in Figure 4. The results indicated that increasing the hydrolysis time increased the oil yield from different fish parts. There was no oil yield observed at zero time from any of the fish parts. Similar to protein yield, there was a significant increase in oil yield in the first hour, followed by slow increases during the next 3 h.
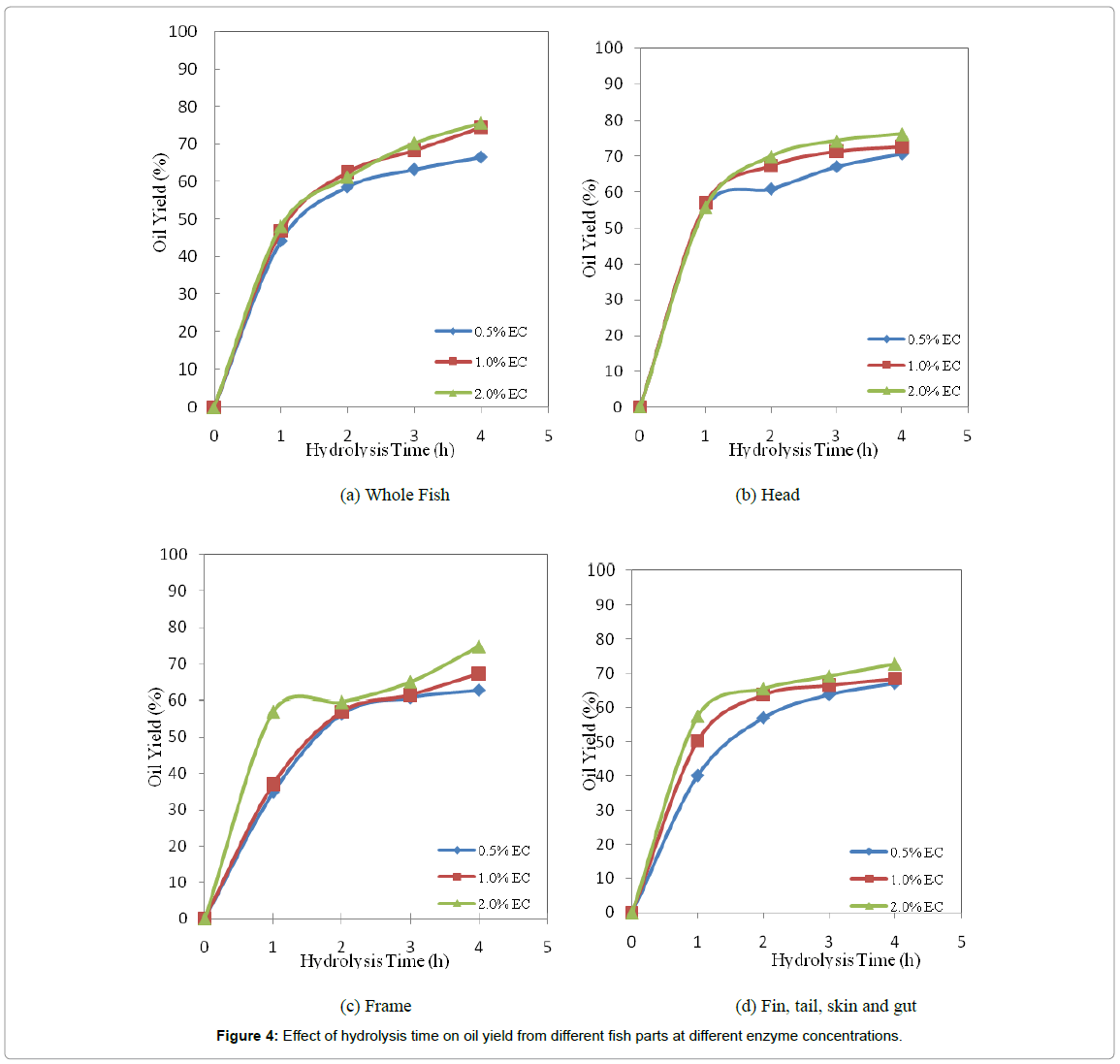
Figure 4: Effect of hydrolysis time on oil yield from different fish parts at different enzyme concentrations.
For the 0.5% enzyme concentration, when the time was increased from 1 to 4 h, the oil yield from whole fish (WF), fin, tail, skin and gut (FTSG), head (H) and frame (F) increased from 44.23 to 66.59% (50.54%), 40.12 to 67.15% (67.38%), 55.82 to 70.68 (26.62%) and 34.81 to 62.60% (79.80%), respectively. There were increases of 59.32, 36.14, 27.73 and 81.32% and 57.29, 26.62, 36.57 and 31.14% with the 1 and 2% enzyme concentrations, when time was increased from 1 to 4 h for whole fish (WF), fin, tail, skin and gut (FTSG), head (H) and frame (F), respectively.
Total oil recovery
The total oil recovered from the various fish parts was calculated using Equation 2. The results are shown in Table 6. The results indicated the highest amount of oil was recovered from whole fish (WF), followed by head (H) and fin, tail, skin and gut (FTSG), and the lowest amount of oil was recovered from frame (F).
| Enzyme Concentration (%) | Hydrolysis Time (h) | Whole Fish | Head | Frame | FTSG | ||||
|---|---|---|---|---|---|---|---|---|---|
| Recovered Oil (g) | Total Oil (g) | Recovered Oil (g) | Total Oil (g) | Recovered Oil (g) | Total Oil (g) | Recovered Oil (g) | Total Oil (g) | ||
| 0.5 | 1 | 3.63 ± 0.07 | 35.36 | 4.83 ± 0.18 | 7.33 | 1.82 ± 0.03 | 1.35 | 4.20 ± 0.07 | 6.48 |
| 2 | 4.86 ± 0.04 | 47.35 | 5.39 ± 0.15 | 8.18 | 2.95 ± 0.03 | 2.19 | 5.94 ± 0.02 | 9.17 | |
| 3 | 5.24 ± 0.03 | 51.05 | 5.88 ± 0.02 | 8.92 | 3.16 ± 0.03 | 2.35 | 6.64 ± 0.02 | 10.25 | |
| 4 | 5.52 ± 0.05 | 53.78 | 6.20 ± 0.02 | 9.41 | 3.26 ± 0.03 | 2.42 | 7.02 ± 0.06 | 10.83 | |
| 1.0 | 1 | 3.87 ± 0.05 | 37.70 | 4.99 ± 0.03 | 7.57 | 1.94 ± 0.02 | 1.44 | 5.24 ± 0.03 | 8.09 |
| 2 | 5.18 ± 0.05 | 50.46 | 5.92 ± 0.03 | 8.98 | 2.96 ± 0.03 | 2.20 | 6.64 ± 0.02 | 10.25 | |
| 3 | 5.66 ± 0.04 | 55.14 | 6.26 ± 0.02 | 9.50 | 3.21 ± 0.02 | 2.38 | 6.92 ± 0.02 | 10.68 | |
| 4 | 6.16 ± 0.02 | 60.01 | 6.38 ± 0.02 | 9.68 | 3.51 ± 0.02 | 2.61 | 7.12 ± 0.02 | 10.99 | |
| 2.0 | 1 | 3.98 ± 0.04 | 38.77 | 4.90 ± 0.01 | 7.44 | 2.98 ± 0.02 | 2.21 | 5.99 ± 0.02 | 9.24 |
| 2 | 5.04 ± 0.07 | 49.10 | 6.11 ± 0.09 | 9.27 | 3.11 ± 0.02 | 2.31 | 6.79 ± 0.11 | 10.48 | |
| 3 | 5.80 ± 0.02 | 56.50 | 6.51 ± 0.03 | 9.88 | 3.38 ± 0.02 | 2.51 | 7.21 ± 0.01 | 11.12 | |
| 4 | 6.26 ± 0.02 | 60.99 | 6.68 ± 0.02 | 10.14 | 3.89 ± 0.02 | 2.89 | 7.58 ± 0.02 | 11.70 | |
Whole Fish=487.11 g;
Head=75.87 g;
Frame=37.12 g
Fin Tail Skin and Gut (FTSG)=77.14 g
Table 6: Total oil recovered from fish parts.
The enzymatic extraction of oil was used in this study because of its advantages over chemical oil extraction. Rodriguez et al. [17] stated that enzymatic extraction of fish oil yields better results than other chemical extraction methods. The advantages include: low energy requirement, no use of solvent and low investment for a large scale process.
The selection of enzyme plays an important role in the extraction of oil from fish and fish waste. Several enzymes (alcalase, neutrase, protamex and flavourzyme) can be used for the extraction of fish oil. However, researchers [12-16] reported that alcalase was the best enzyme for the extraction of oil from fish and fish waste. Linder et al. [12] studied effect of three enzymes (alcalase, neutrase and flavourzyme) on the extraction of oil from ground salmon heads, and reported that highest oil recovery was obtained from alcalase treated samples. Slizyte et al. [13] extracted fish oil from cod by-products using alcalase. Gboguri et al. [14] studied the enzymatic hydrolysis of the oil from salmon heads, using alcalase, neutrase and protamex and found that alcalase to be the most efficient enzyme for oil recovery. Mahmoud et al. [15] extracted fish oil from rainbow trout roe, using alcalase, neutrase and protamex and reported alcalase to be the best for the oil extraction from fish. Batista et al. [16] extracted fish oil from sardine by-products using three enzymes (alcalase, neutrase and protamex), and concluded that both alcalase and protamex were efficient for oil extraction, while neutrase was the least efficient due to the formation of a large proportion of emulsion in the system. Therefore, in this study, alcalase enzyme was chosen for the extraction of oil from fish and fish waste parts.
During the enzymatic extraction of oil with commercially available proteases, the type of enzyme, enzyme concentration and reaction time play important roles in the quality and recovery of oil from the fish [12,18,19]. In this study, the fish oil was extracted from mackerel whole fish (WF), head (H), frame (F) and fin, tail, skin and guts (FTSG), using different concentrations of alcalase enzyme (0.5, 1 and 2%) at 55°C and different reaction times (1, 2, 3 and 4 h). The highest oil yield was achieved after 4 h of hydrolysis and 2% enzyme concentration from whole fish (WF), fin, tail, skin and gut (FTSG), head (H) and frame (F) at 75.71, 72.77, 76.26 and 74.74%, respectively. The enzyme concentration and the reaction time had significant effects on the oil yield.
During the enzymatic extraction of oil from the whole fish and fish waste (head, frame, fin, tail, skin and gut), the oil obtained was dark in color due to presence of products released from hemoglobin degradation, as reported by Batista et al. [16]. The oil obtained can be utilized for the production of biodiesel in a two step process, in which the oil is pretreated with 1% sulfuric acid, followed by transesterification using methanol and potassium hydroxide as a catalyst [9,20,21]. Enzymatic tranesterification of fish oil can also be perfomed using the lipases, such as Canadida rugosa, Canadida antartica, Mucor miehei and Pseudomonas cepacia for the production of biodiesel [8,11].
Enzyme concentration
Increasing in the enzyme concentration from 0.5 to 2% increased the oil yield. Mbatia et al. [18] stated that increasing enzyme concentration increases the rate of hydrolysis, but may not significantly increase the oil yield due to the limitation of substrate availability for the enzyme to bind. In this study, the highest oil yield was obtained with the 2% enzyme concentration. Previous studies [7,12,13,18,22] used enzyme concentrations ranging between 0.05 and 2%, and indicated that increasing the enzyme concentration more than 1% was insignificant for the oil yield, and therefore, the enzyme concentration should not be higher than 2%.
Mbatia et al. [18] used 0.5% bromelain and 0.5% protex to extract oil from nile perch and salmon heads at 55°C, and obtained a maximum oil yield of 11.6 g/100 g and 15.7 g/100 g with bromelain and protex, respectively. The oil recovered from the available total lipids in salmon heads using bromelain and protex were 65% and 88%, and from nile perch using bromelain and protex were 81% and 81%, respectively. The study also suggested that increasing the enzyme concentration increased the hydrolysis rate, but did not increase the oil yield from fish.
Linder et al. [12] used three different enzymes Neutrase, alcalase and Flavourzyme, at a concentration of 0.05% and three temperatures (45, 55 and 50°C) for 2 h to extract oil from salmon heads. The highest oil yields using Neutrase, Flavourzyme and alcalase were 17.2, 17.0 and 17.4%, respectively.
The oil yield from this current study was slightly less than the yield reported by Mbatia et al. [18] and Linder et al. [12], due to the addition of buffer during the hydrolysis. The addition of buffer during the hydrolysis process increases the recovery of soluble proteins in the system, and thereby, reduces the amount of the lipid released from fish.
The results obtained from the present study showed that increasing the enzyme concentration by 400% (from 0.5 to 2%) increased the oil yield by 0.01-63.71%, depending upon the fish part and reaction time used, as shown in Table 7. Increasing the enzyme concentration for a small increase in oil yield seems unjustified. Therefore, the concentration of 0.5% should be used for the oil extraction unless the enzyme is recycled or an immobilized reactor is used in order to reduce the cost associated with the enzyme.
| Parts | Time (h) | Increase in Oil Yield (%) |
|---|---|---|
| Whole fish | 1 | 8.81 |
| 2 | 4.36 | |
| 3 | 11.07 | |
| 4 | 13.69 | |
| Head | 1 | 0.10 |
| 2 | 15.11 | |
| 3 | 10.86 | |
| 4 | 7.89 | |
| Frame | 1 | 63.71 |
| 2 | 5.79 | |
| 3 | 4.41 | |
| 4 | 19.39 | |
| FTSG | 1 | 43.22 |
| 2 | 14.96 | |
| 3 | 8.46 | |
| 4 | 8.36 |
Table 7: The increase in oil yield as a result of increase in enzyme concentration from 0.5 to 2%.
Reaction time
In this study, the highest oil yield was obtained after 4 h of hydrolysis. Even though the oil yield slowly increased after the first hour, the rate of increase in oil yield from 1 to 4 h started to decrease for all enzyme concentrations and all fish parts. The decrease in the rate of hydrolysis is because the amount of the substrate decreases as the time increases. Mbatia et al. [18] and Linder et al. [12] obtained the highest oil yield at a hydrolysis time of 4 h, and reported that increasing the time from 4 to 14 h did not improve the oil yield and changed the oil color to brown due to the formation of brown pigments from the reaction of carbonyls (aldehydes) produced from the oxidation of Polyunsaturated Fatty Acids (PUFA), with amino acids and proteins. The tissue hydrolysis achieved between 1 and 4 h was sufficient to release lipids. The reports suggested that the decrease in oil yield after 2 h could have been due to interaction of more lipids with hydrolyzed proteins, when higher amounts of water was added to the reaction. Slizyte et al. [13], Slizyte et al. [22], Linder et al. [12] and Mbatia et al. [18] reported that the optimum hydrolysis time for oil extraction was 2 h.
The results showed that increasing the hydrolysis time (from 1 to 4 h) (400%) increased the oil yield by 26.62-81.33%, depending upon the fish part and enzyme concentration used, as shown in Table 8. Increasing the time 4 folds for a small increase in oil yield will increase the capital and operating costs of production. A shorter reaction time will allow more throughputs, and/or reduce the volume of the reactor, thereby reducing the cost of oil extraction. Therefore, a 1 h hydrolysis time for oil extraction is recommended.
| Parts | Enzyme concentration (%) | Increase in Oil Yield (%) |
|---|---|---|
| Whole Fish | 0.5 | 50.55 |
| 1.0 | 59.29 | |
| 2.0 | 57.30 | |
| Head | 0.5 | 26.62 |
| 1.0 | 27.73 | |
| 2.0 | 36.59 | |
| Frame | 0.5 | 79.83 |
| 1.0 | 81.33 | |
| 2.0 | 31.14 | |
| FTSG | 0.5 | 67.37 |
| 1.0 | 36.11 | |
| 2.0 | 26.64 |
Table 8: The increase in oil yield as a result of increase in reaction time from 1 to 4 h.
Fish parts
The results from weight composition indicated that the average weight of whole fish was 487.11 g and fish part was between 37.12-77.14 g. The chemical analyses results indicated that the highest amount of oil was present in fins, tails, skin and gut (20.84%), and the protein content in other fish parts ranged from 10.43-17.16%. After hydrolysis and centrifugation, four layers were observed: upper oil layer, lightlipid layer, soluble clear protein layer and bottom sludge layer. Similar observations were reported by Spinelli and Dassow [23] and Gildberg [24]. The amount of oil recovered depended upon the amount of protein present in the raw material and the hydrolysis conditions (enzyme concentration and hydrolysis time). The oil recovery from whole fish (WF), fin, tail, skin and gut (FTSG), head (H), and frame (F) increased with increases in the enzyme concentration (from 0.5% to 2.0%), and the reaction time (from 1 to 4 h). The results indicated that the highest oil yield was obtained from the head (H).
Dauskas et al. [7] reported maximum oil recovery of 82.8% from cod viscera, without digestive tract using flavourzyme enzyme. The lowest oil recovery of 36.4% was achieved by using Neutrase enzyme on viscera with backbone. The authors suggested that at the end of hydrolysis, lipids were formed in three forms: free oil, emulsion and sludge. The formation of emulsion is not desirable and increases in the amount of emulsion decreases the amount of free oil produced. The study suggested that addition of water during hydrolysis increased the formation of emulsion, and decreased the production of free oil. In this study, the highest oil yield (76.26%) was achieved from head, and it was less than the oil yield reported by the author, which may be due to the addition of buffer during the hydrolysis process.
Slizyte et al. [22] used flavourzyme and Neutrase to extract oil from cod and reported that the decrease in the amount of free oil fraction can be attributed to the presence of large amounts of proteins in the raw material (digestive tracts, flesh and backbones), which together with the oil present in the liver forms various complexes, when heated during thermal deactivation of endogenous enzymes. During heat inactivation, the proteins in the raw material were denatured and precipitated. Only a small portion of denatured proteins can be solubilised and the remaining forms a lipid-protein complex, which eventually reduces the release of lipids into the oil fraction. The report also suggested that the minimum amount of lipids in the raw material should be more than 8.5 g/100 g to form an emulsion, and to decrease the formation of emulsion, the amount of protein must be higher than 16.5 g/100 g.
Slizyte et al. [13] used alcalase and lecitase ultra to extract lipids from cod by-products, and found that heating to inactivate the endogenous enzyme affected the oil yield. The type of treatment, initial heating of raw material and addition of water to the raw material played a significant role in determining the amount of oil and emulsion. The results indicate that the highest amount of oil was obtained from hydrolysis using alcalase (after initial heating and without addition of water), which lowered the emulsifying properties of fish protein. The report also suggested that alcalase was the best enzyme for oil extraction.
In this study, buffer was added during the extraction process, which played an important role for both protein and oil yield. Fish and fish waste contains 60-70% of water and further dilution with addition of buffer attributed to a decrease in the oil yield as reported by Mbatia et al. [18]. That addition of water increased the recovery of soluble proteins, and it was difficult to obtain maximum soluble proteins and lipids under same hydrolysis conditions. Previous studies by Dauskas et al. [7], Slizyte et al. [13] and Slizyte et al. [22], also suggest the same phenomenon on the effects of addition of water and initial heating.
The optimum parameters for oil extraction from fish and fish waste (head, fin, tail, skin and gut and frames) based on the highest yield achieved were (a) a pH of 7.5, (b) a temperature of 55°C, (c) a hydrolysis time of 1 h, and (d) an enzyme concentration of 0.5%.
The effect of the alcalase enzyme concentration (0.5, 1 and 2%) and time (1, 2, 3 and 4 h) on the extraction of oil from the whole fish (WF) and fish waste (head (H), frame (F), fin, tail, skin and gut (FTSG) were studied. The oil yield increased with increase in the enzyme concentration (0.5, 1 and 2%) for the whole fish and fish waste parts. The results obtained from the present study showed that increasing the enzyme concentration by 400% (from 0.5 to 2%) increased the oil yield by of 0.01-63.71%, depending upon the fish part and reaction time used and increasing the enzyme concentration for a small increase in oil yield seems unjustified. Therefore, the concentration of 0.5% should be used for the oil extraction, unless the enzyme is reused or an immobilized reactor is used, in order to reduce the cost associated with the enzyme.
The oil yield increased with increases in time for the whole fish and fish waste parts. The highest oil yield was obtained at 4 h from whole fish and fish waste parts. The oil yield increased rapidly in the first 1.5 h, and then increased, until the reaction was stopped at 4 h. The results showed that increasing the hydrolysis time (from 1 to 4 h) (400%) increased the oil yield by 26.62-81.33%, depending upon the fish part and enzyme concentration used. Increasing the time 4 folds for a small increase in oil yield will increase the capital and operating costs of production. A shorter reaction time will allow more through put, and/or reduce the volume of the reactor, thereby reducing the cost of oil extraction. Therefore, a 1 h hydrolysis time for oil extraction is recommended.
The highest oil yield was obtained from the head and the lowest oil yield was obtained from the frame. The oil obtained after enzymatic hydrolysis was dark in color due to the formation of brown pigments from reaction of carbonyls produced from oxidation of polyunsaturated fatty acids with amino acids and proteins. The addition of buffer during the hydrolysis played an important role as it increased the formation of emulsion, decreased the production of free oil and increased the recovery of soluble proteins. The initial heating of raw material played an important role as it helped to increase the oil yield, but it would have been more effective if no water or buffer was added to the system.
The research was supported by the Natural Sciences and Engineering Research Council (NSERC) of Canada.