Journal of Defense Management
Open Access
ISSN: 2167-0374
ISSN: 2167-0374
Research Article - (2015) Volume 5, Issue 1
Reports of military activity in Afghanistan and other Middle Eastern areas showed a very high rate of casualties amongst those involved in transport of goods to bases, with fuel transport, the worst of the worst. The most direct way to significantly alleviate this situation is to avoid transport of massive quantities of goods. This means that some goods, those that can be, will in future be produced in situ, particularly for large bases, but even for smaller ones. This can also be so for war ships; again, particularly for large ones, but also for small. And, if transport of fuel is the most dangerous of logistic jobs, it is obvious that this is where this new thinking ought to begin. ‘Luckily’ it is also the easiest place to begin. Can energy be practically produced at military bases, under military conditions? This article shows that large portions of energy/fuel may be produced locally, even in very small and remote bases. This article shows that Military biomass systems are both possible and viable, both saving many lives and tremendous costs.
Keywords: Biomass systems, Biomass reactors, Energy systems, Alternative energy, Anaerobic digestion, Electricity, Solar energy, Solar thermal, Waste disposal, Garbage, Sewage
R&D parameters
This multi-year research project began with a literature review consisting of over 1000 articles, reports and studies. This included nearly 100 international case studies.
The objective of the project was to find a viable method of in-situ energy supply for as extensive a set of communities as was possible. The definition of “viable” for this purpose was that it must be economically self controlling – i.e., does not need ANY government financing to be of economic interest – and it must a multiple energy stream, — i.e., ‘just’ one type of energy (e.g., electricity) is too limited. In addition, it must allow 24/7 continuous energy supply – again, solar photovoltaic is limited both to only electricity and is limited in time scope. Both parameters were considered too limiting to be capable of fossil fuel replacement or of opting out of construction of an electric grid in places that cannot afford some, for whatever reason.
The project met and exceeded all parameters. The chosen energy source was biomass; readily and prodigiously available wherever humans congregate.
The project then switched to development of a viable method of use of the chosen energy source.
That is the basic subject of this paper, with here an emphasis upon uses in a military environment.
Biomass-based systems generate energy via a distributed energy paradigm, rather than major infrastructure. Installations can use an existing electrical grid, if available, or be completely grid free. Energy can be utilized by the end-user, in-situ, or distributed.
The energy potential of cows and pigs approximately equals all electrical energy produced today from oil and oil products, 4 terawatts. Adding human and chicken waste strengthens this, adding human faecal matter again equals energy potential equivalent to the total electric energy produced. Were humanity to efficiently use this resource, there would be no need for oil to generate electricity.
Systems’ understanding must begin with comprehension of their benefits. These include Negative PollutionTM and a solution to local, distributed electricity generation, while reducing reliance on fuel imports and transport, reducing soil and water pollution (both odours and emissions).
Anaerobic systems in use today are not designed but are built via a trial-and-error process. The basic system propounded here is packaged as a standard 12-meter (40 foot) shipping container. Electrical, electronic and on-going maintenance should be performed via Remote Anticipatory MaintenanceTM (implemented in the controller). All sensors are monitored from a control station, with strict, computerised process control of all processes, via a SCADA (Supervisory Control and Data Acquisition system). There will be a minimum or zero waste.
Furthermore, there can no longer be any doubt that with the continued politization of energy chock points, such as the Straights of Bab al Mandeb and Hormuz, this massive energy source will not and indeed cannot be ignored much longer. Explicitly, anyplace there are human beings there is food and there is food waste. These must no longer be viewed as ‘waste to be disposed of’ and as a burden, but must be viewed as a vital energy source [1-7]. This is not ‘just’ an economically sensible thing to do; it is a strategic necessity for practical military operations and power projection. The costs of transport logistics, in economic capital and in human capital have become too high to continue to waste money and vital resources on something as frankly stupid as ‘disposing’ of energy resources.
Conceptual system design factors
A Military biogas reactor must be low-cost, both installation and operation. The operations costs must be computed in terms of the production cost per unit volume of biogas.
Keeping the design externally simple is critical, because internally it is always highly complex. It consists of biological elements, chemistry and physics issues. There are electrical engineering difficulties; there are chemical, biological and logistics management; and there are engineering issues with installation and maintenance. One factor that consistently seems to be unaccounted for is weather durability. ‘Durability’ is always a critical success factor!
The design should be compatible with ALL types of input materials used. This sounds trivial, but it is not! Many failures occur because of misapplied assumptions. A frequent assumption of this type is that the main material, will be the only material, while in practice, other materials are frequently added, for many reasons. The adage, ‘expect the unexpected’ is highly applicable to bio-digester design. Logistics are always critical. Different types of input materials require differing handling procedures. Do not expect or design for engineers to run the system; they do not. This sounds obvious but experience shows that many system failures result from partial thinking.
Biomass developments’ objectives
The vast majority of biomass usage is anaerobic digestion of cow manure. Cow manure is easily obtainable, is collected anyway (on dairies) and is easy to handle. The best bio-digesters in the United States get about five kilowatts per cow per day [8]. The best bio-digesters in Europe get 4-4.5 kilowatts per cow per day [9,10]. Biomass digesters for human manure are poorly documented in the literature. However, most available documentation claims that human biomass (sewage) can produce about one kilowatt per day, per person [11]. The first viability rule is to minimise transport. This study/article shows very significant capabilities advances.
American milk cows provide on average 9,053 litres of milk per cow per year. Along with this, they give an average of 27 cubic meters of manure per year. European cows give an average of 5,918 litres of milk per year, and with this, 18 cubic meters of manure per year. Israeli cows are the world productivity leaders – they gave 11,292 litres of milk in 2010 (11,560 kilograms) and 11,502 litres (11,775 kilograms) in 2011, per year and about 45 cubic meters of manure. This appears to be a function of the cows’ diet. Genetics, of course, are also involved (Table 1). The following objectives were defined, and obtained, for this research and development project.
| Productivity | milk (litres) | milk (weight) | manure (cubes/yr) | Weight / vol. |
|---|---|---|---|---|
| Israeli cows | 11.292 | 11.560 | 45 | 1.024 |
| US cows | 9.053 | 8.521 | 27 | 0.941 |
| Japanese cows | 7.155 | 17 | ||
| EU cows | 5.918 | 6.263 | 14 | 1.05825 |
| Indian cows | 1.109 | 3 |
Table 1: Productivity proportionality of cows, by country.
• An industrialised, mass-produced machine, a modular and chainable system, installed in-situ. In-situ processing is a critical pre-requisite for military systems.
• Multiple input streams: Mix cow manure with sewage, chicken dung or garbage [11,12].
• Enhanced control and monitoring with remote monitoring and maintenance/alarm system; networking allows detailed data gathering from all sites, for continual enhancements, additives allow chemical processes’ control, security and safety system.
• Enhanced system efficiency, the mixture is basically heated via a solar thermal system.
• Industrialised quality control of digestate solids, all digestate is pasteurized – no harmful pathogens.
• Significant HRT reduction.
• Significant biogas enhancement.
There exists a clear nonlinear, connection between the quantity of milk and quantity of manure. Manure quality has not been critically examined in the literature, as this has not yet been recognised as a product [13]. For comparison, the control installation produces about 3.3 kilowatts per cow per day (despite the amount of manure from the cows), while a second installation owned by the same company has not yet achieved 2.5 kilowatts per cow per day. This is a ‘rule-of-thumb’ measurement useful for gross, baseline comparisons. It is not meant to be very accurate, and it is not. Remember two points: a) this is from cow manure alone, with additives one expects more and, b) this is from the electricity, with a simple generator; co-generation (additional electricity produced from residual heat) yields more. Residual heat is 16% of most generators output.
Organic Solid Waste: Organic food waste contains roughly the same potential energy content as cow manure, by volume: one cubic meter of food waste is roughly equivalent to seventeen American cows (which should provide about one cubic metre of manure per day) [14].
Chickens
Chickens, and even more so, the more generic term, poultry, come in many variations. Firstly, there are the two main classes, broilers – chickens grown for their meat – and layers – chickens grown for their eggs. The major difference is of course, their ages. There exists no viable solution for anaerobic digestion of chicken dung and of many other biomass classes.
Chicken dung has a very significantly higher energy value than that of cows, with a 65% higher energy value. That means, one hundred cows (US) give about 225 cubic meters of biogas per day with an optimally running bio-digester. This is the equivalent of 34 kilowatthour capacity (24/7). However, if chicken dung is correctly added to the input stream at 20%, by volume, 269 cubic meters of biogas are produced. This is the equivalent of 41 kilowatt-hours capacity. So, with addition of one cubic meter of volume, we receive 83% greater energy. When hauling a relatively small volume of material yields a high rate of return, it may be viable.
Anaerobic digester modularisation and cellularisation
The purpose of the development discussed is to replace the ‘standard’ paradigm, of a ‘building project’ with a system based upon an ‘agricultural machine’ model. In other words, despite anaerobic digestion being a 3,000-year-old technology, it is still at a pure bespoke level of implementation. We need to get to the ‘personal computer’ era. That is the first objective. This must be a completely off-the-shelf system, manufactured in a factory facility, and easily and quickly installable at any suitable site. Basic systems are small; there is essentially no ‘lower limit’ to site selection.
As the systems are designed to be chained like building blocks there is essentially no upper limit to site selection. As this technology has no (practical) size limitations, large bases can distribute digesters around the base – no need to place them centrally, an individual digester does not need to be directly connected to a generator and it can be sited for optimal materials flow, rather than for other conveniences. This is revolutionary.
Existing anaerobic digester systems tend to be massive in size because of prohibitive building costs. Their orientation is waste management, with electricity production a cost defray ‘afterthought’. The main economic justification is ridding the site of a build-up of animal / organic waste, with the resultant odours and other environmental disturbances. Tanks in such systems tend to be very large; thousands of cubic meters. Typically, large percentages of the electricity produced are needed to operate the system (25-35% is norm). Residual energies – heat, noise, vibration – are additional wastes to be disposed of, at a cost both in cash flow and in efficiency.
Manure digester applications are generally based on waste volume. Rates are based on inflow rate of waste. Variable rates are used according to waste-related problems (e.g., solids to liquids ratio, odours, dry crusting, solids accumulation, lack of percolation, pest infestation). Adequate moisture must be present for effective treatment.
• Minimum moisture for biological decomposition is 30%.
• Minimum moisture for waste flow is 80%.
• 85% is usually optimal; 90% works; 95% is too much water and will be sub-optimal.
Therefore, water application and upkeep is often required along with manure digester treatment; most water in the system is wasted. Water usually represents a major environmental hazard of these systems.
The entire system can be ‘grid positive’ or ‘grid passive’. The former means that the system is connected to a national or regional electrical grid, the latter means that all energy is to be used locally [15,16] (Table 2).
| Type | volume per year | volume per day | kilo per day |
|---|---|---|---|
| human (basic) | 106.50 | 0.29178 | 0.06711 |
| human (septic) | 85.29 | 0.23366 | |
| low | high | average | |
| gas production | 0.02 | 0.028 | 0.0240 |
| Carbon content | Nitrogen content | C/N ratio | |
| faeces solids | 2.5 | 0.75 | 3.3 |
| Urine | 14 | 17 | 0.8 |
Table 2: Faeces characteristics.
Biomass is the only material which has the properties of fossil fuel but is completely renewable and continuously renewed via natural processes; fossil fuels began as biomass. Biomass energy can be transformed into readily usable thermal or electrical energy and used as general fuel by means of direct combustion, gasification or liquidation.
High-grade combustible gas like methane can be formed by biomass gasification [17]. Biogas is produced by anaerobic digestion of biomass, via anaerobic metabolic processes [18,19]. Biogas can be used to manufacture liquid fuels easily and inexpensively, in situ [2].
Biogas methane is created from biologically created matter. Mined gas and fossil fuel-derived gas, are both originally from biomass, they just lay underground for a long time. The biogas production process which is usually inferred when people talk about bio-methane is Anaerobic Digestion, this process produces biogas via fermentation in a bioreactor (digester) in which methane-producing bacteria, called methanogens, convert it into energy-rich biogas under airless conditions. Anaerobic decomposition produces methane as part of the biogas. At the same time, it produces carbon dioxide, hydrogen sulphide (H2S), some hydrogen and other gases in traces.1
The action of the digester allows the bacteria to come into contact with the feedstock material, providing bacterial food to multiply and convert the complex organic compounds into much simpler compounds, for example sugars and starches, which then react in further stages giving off methane gas, comprising about two thirds of biogas. Methanogens are organisms that make methane via a distinctive metabolic pathway with unique enzymes. This produces a mixture of gases, primarily methane and carbon dioxide, and a nutrient-rich slurry. Methane biogas can be used for all the purposes in which natural gas is used. Bio-methane needs “scrubbing” before it is clean enough to use in normal natural gas burning equipment. If it is not scrubbed adequately it will cause equipment corrosion. The largest scrubbing issues are the water vapour and the hydrogen sulphide gas (H2S). Biogas digesters have been widely used for many years in developing countries, especially India and China.
Biogas digesters are frequently built underground to protect them. A biogas digester consists of one or more airtight reservoirs into which a suitable feedstock such as cow dung waste is fed. The input materials are mixed and additions are added (such as water and other things) and the solid and liquid digestates are removed on a regular basis [20,21]. Methane rises to the surface in bubbles and is stored in a balloon or separate tanks of some sort, for use when needed.
Anaerobic digestion from Municipal Solid Waste (MSW)
Refuse disposal is one of the greatest issues/problems of the 21st century. Sickly large portions of what westerners buy and use, is destined for garbage as civilization becomes more affluent. Great quantities of goods with a relatively short lifespan and abundant quantities of packaging material populate seemingly every household. Previously, one composted waste in gardens and vegetable plots. Now, gardens are tiny, more than half of humanity lives in urban environments, where gardens are a few pots of soil, if at all. Houses no longer grow food crops, and there is no room for compost. Refuse collection is becoming more efficient and helpful in collecting ever larger quantities of household wastes.
To reduce the bulk of waste destined for our landfill sites, to extend their operating lives and to minimize the environmental and safety hazards of the materials delivered to them, there is increasing public and legislative pressure to sort-at-source, recycle and reuse a greater proportion of the discarded possessions we call “municipal solid waste” (“MSW”). There is also a growing demand for energy and for that energy to be “green,” secure and distributed inexpensively.
Household waste is inherently biodegradable (can be ‘composted’) and provides a natural material for decomposition by methane bacteria. It ferments naturally in landfills which then cause pollution and greenhouse gases, though at comparatively low immediate cost. The long-term costs are becoming increasingly clear, and increasingly large. Landfills have considerable environmental and safety hazards, requiring gas and leachate control systems to protect crops, neighbouring properties and underground water supplies. On the other hand, bioreactor systems are carbon negative (reduce carbon emissions) and pollution negative.
Biogas
Biogas is the gaseous mixture produced by methanogenic bacteria while acting upon biodegradable materials in an anaerobic condition. Biogas is composed of 50 to 70% methane, 30 to 40% carbon dioxide (CO2) and trace amounts of other gases. Biogas is about 20% lighter than air and has an ignition temperature in the range of 650 to 750°C. It is an odourless and colourless gas that burns with clear blue flame. Calorific value is 20 Mega Joules (MJ) per m3.
| 2.5*10 kJ/m³ Equation 1 Thermal value of rice-based biogas |
1.7*104 kJ/m³ Equation 2 Thermal value of cow manure biogas |
Inputs and their characteristics
Any biodegradable organic material can be used as biodigester input. However, for economic and technical reasons, some materials are preferred to others. One of the main attractions of biogas technology is its ability to generate biogas out of organic wastes that are abundant and freely available. Cattle manure is most commonly used input because of availability. Potential gas production for some animals’ dung is given in Table 3. In addition to the animal and human wastes, plant materials can also be used to produce biogas. E.g., one kg of pre-treated crop waste has the potential to produce 0.037 m3 of biogas. As different organic materials possess different bio-chemical characteristics, their potential for gas production also varies. Two or more materials can be used together provided basic requirements for gas production or for normal methanogens growth are met. Some inputs’ characteristics which have significant impact on the level of gas production are described.2
| Types of dung | Gas production per Kg dung (m3) |
|---|---|
| Cattle (cows and buffaloes) | 0.023 - 0.040 |
| Pig | 0.040 - 0.059 |
| Poultry (chickens) | 0.065 - 0.116 |
| Human | 0.020 - 0.028 |
Table 3: Typical excreta gas production potential, by weight [23].
Generally, residue with higher carbon content has higher thermal output. The thermal value of residue fuels is usually 14200 - 15500 kJ/ kg3 which is less than that of woody fuels.
Dilution and consistency of inputs: Before feeding the digester, excreta must be mixed with water. The ratio is dependent upon the liquidity of the manure as supplied. Sewage has too much water and needs to have solids added to reduce the wetness percent.
Biologically, cows produce manure with about 70-80% moisture (water content) and twenty to thirty (average, 25%) solids content (by volume). Notice use of the term ‘excreta’ in Table 3, referring to faeces and urine. Ideal water content is 85% -- 15% solids. This is sometimes called BRIX. This is the term used throughout this article.
If the solution is too dilute, solids settle in the digester and if too thick, particles impede gas flow as formed in the lower part of digester. Mixing somewhat alleviates the effects. Remember, the ‘whole point’ of the digestion is to digest the solids, making them disappear – they are turned into gas; longer retention time implies more solids consumed. However, there is a halting effect, similar to that of wine yeast, where alcohol content is limited to about 14%; over that yeast ceases to function. For wine, the halting point is known and constant. For anaerobic digestion, it is neither. In both extremes, gas production will be suboptimum. Sensors need to monitor solution water proportion. The phrase, ‘fresh cow manure’ is used. All excreta loose potency over time; freshness is as critical here as it is for your salad (Table 4).
| Area | maize straw | wheat straw | rice straw | bagasse | manure | forest residue | firewood forest | total |
|---|---|---|---|---|---|---|---|---|
| Industrialized countries and areas | ||||||||
| USA & Canada | 2.95 | 1.93 | 0.13 | 0.19 | 3.08 | 7.66 | 0.92 | 16.86 |
| Europe | 0.61 | 2.39 | 0.04 | 0 | 4.22 | 4.12 | 0.41 | 11.79 |
| Japan | 0 | 0.02 | 0.24 | 0.01 | 0.30 | 0.41 | 0 | 0.98 |
| Australia | 0 | 0.29 | 0.02 | 0.19 | 1.36 | 0.35 | 0.02 | 2.23 |
| & New Zealand | 0.23 | 1.97 | 0.04 | 0 | 3.58 | 3.92 | 0.60 | 10.34 |
| Developing countries and areas | ||||||||
| Latin America | 0.71 | 0.38 | 0.29 | 3.58 | 7.21 | 1.47 | 2.12 | 15.76 |
| Africa | 0.48 | 0.25 | 0.20 | 0.54 | 5.38 | 0.75 | 3.31 | 10.91 |
| China | 1.23 | 1.75 | 3.43 | 0.48 | 4.81 | 1.27 | 1.34 | 14.31 |
| other Asian countries | 0.51 | 1.88 | 5.29 | 2.70 | 10.91 | 2.31 | 4.62 | 28.22 |
| the Pacific | 0 | 0 | 0 | 0.03 | 0.02 | 0.05 | 0.04 | 0.14 |
| total in world | 6.7 | 10.9 | 9.7 | 7.7 | 40.8 | 22.3 | 13.3 | 111.4 |
Table 4: Annual biomass energy yield from residue by World areas.
Volatile solids (VOCs): The weight of organic solids burned off when heated to about 538°C is defined as volatile solids. Biogas production potential of different organic materials can be calculated from their volatile solid content-higher volatile solid content in a unit volume of fresh dung, equals higher gas production. For example, a kilogram of volatile solids (VOCs) in cow manure yields about a quarter cubic metre (0.25 M3) of biogas.
C/N Ratio: The relationship between the amounts of carbon and nitrogen present in organic materials is expressed in terms of the Carbon/Nitrogen (C/N) ratio. A C/N ratio ranging from 20 to 30 is optimum for anaerobic digestion. If the C/N ratio is very high, that means, more nitrogen than is needed, the nitrogen will be consumed rapidly by the methanogens to meet their protein requirements and will no longer react on the carbon content of the material; lowering gas production. If the C/N ratio is very low, nitrogen will be liberated and accumulated in the form of ammonia (NH4)4. NH4 increases the pH value of the digester content. A pH above 8.5 will have a toxic effect on the methanogen population. Animal wastes have various C/N ratios. Cattle manure has an average C/N ratio of about 24. Plant materials such as straw and sawdust contain a higher carbon percentage. Human excreta have a C/N ratio about 8. C/N ratio of some commonly used materials is presented in Table 5.
| Raw Material | Ratio | Raw material | ratio |
|---|---|---|---|
| Duck dung | 8 | Chicken dung | 11.1 |
| Human excreta | 3.3 | Pig dung | 12.6 |
| Goat dung | 12 | Sheep dung | 29.1 |
| Cow dung / Buffalo dung | 25.2 | Elephant dung | 43 |
| Poultry carcass | 5 | Turkey dung | 16 |
| Horse manure | 26.7 | Fish scrap | 3.6 |
| Fallen leaves | 41 | Peanut vine | 18.6 |
| Straw (wheat) | 86.8 | Straw (rice) | 66.7 |
| Straw (maize) | 53.3 | Straw (oat) | 60 |
| Soya beans stalks | 31.5 | Saw dust | 277.8 |
| Grass | 21.3 | Cabbage | 11.9 |
| Blood | 3 | Cottonseed | 7 |
| Coffee grounds | 20 | Ferns | 43.5 |
| Bark (hardwood) | 40 | Garbage (raw) | 40 |
| Bark (softwood) | 223.2 | Mustard | 26 |
| Cardboard | 485.7 | Paper pulp | 90 |
| Paper mill sludge | 480 | Pepper | 15 |
| Clover | 55 | Tomato | 12 |
| Algae | 26 | Seaweed | 18.9 |
| Potato plant | 6.6 | Potato | 18 |
| Turnip tops | 25 | Turnip (root) | 44 |
| Carrot (whole) | 19.1 | Urine | 0.8 |
Table 5: C/N Ratio of some organic materials.
The principle acids produced in Stage 2 are processed by methanogenic bacteria to produce methane (CH4). The reaction in the methane production process is methanization. Many products, by-products and intermediate products are produced in the anaerobic digestion process before the methane is produced. Obviously, there are many facilitating and inhibiting factors. Materials with high C/N ratio could be mixed with those of low C/N ratio to bring the average composite input ratio to a desirable level.
In China, as a means to balance C/N ratio (balance meaning to bring it as close as possible to the desired value of about 25-28) it is customary to load rice straw at the bottom of the digester upon which latrine waste (human faeces) is discharged. Similarly, at Machan Wildlife Resort in Nepal [23], elephant dung in conjunction with human waste enabled C/N ratio balance for smooth biogas production.
Digestion
Digestion refers to various reactions and interactions that take place among the methanogens, non-methanogens and substrate inputs to the digester. This is a complex biological, physio-chemical process involving various factors and stages. This digestion process (methanization) is summarized simply. Breaking down complex organic material inputs is achieved through three stages:
Hydrolysis: Plant and animal waste materials consist mainly of carbohydrates, lipids, proteins and inorganic materials (lipids are botanical oils). Large molecular complex substances are solubilized into simpler ones via extra-cellular enzymes released by bacteria. This stage is also known as polymer breakdown. For example, cellulose consisting of polymerized glucose is broken down to dimeric, and then to monomeric sugar molecules (glucose) by cellulolytic bacteria.
Acidification: The monomer sugar (e.g., glucose) produced in Stage 1 is anaerobic fermented into various acids via enzymes produced by the acid forming bacteria. At this stage, the acid-forming bacteria break down molecules of six atoms of carbon (glucose) into molecules of fewer atoms of carbon (acids) which are in a more reduced state than glucose. The principal acids produced in this process are acetic acid, propionic acid, butyric acid and ethanol (the last is not an acid, but an alcohol).
Methanization: The principle acids produced in Stage 2 are processed by methanogenic bacteria to produce methane (CH4). The set of reactions that occur in the process of methane production is called methanization. See Equation 3 Methanization process equations to view the chemical reactions that occur.
Clearly, the list in Table 5 could be much, much longer.
pH value: Optimum biogas production is achieved when the pH value of the input mixture entering the digester is between 6 and 7. However, the pH in a biogas digester is not just a function of what has been entered into it, but also a function of retention time. Acidogenic bacteria produce acids, thus reducing tank pH. In the initial period of fermentation, as large amounts of organic acids are produced by acid forming bacteria, the pH inside the digester can decrease to below five. This pH value inhibits or can even stop digestion. Methanogenic bacteria are very sensitive to pH and do not thrive below a value of 6.5. Later, as the digestion process continues, concentration of NH4 increases due to digestion of nitrogen which can increase the pH above 8. Care is needed to ensure that the pH range is maintained within limits or the biological process will be stressed and gas production will suffer. A systems must have data recording and reporting. When the methane production level is stabilized, the pH ranges from 7.2-8.2.
Temperature: Methanogens are inactive at temperature extremes. Optimum range is 35-38°C (body temperature of mammals). When ambient temperature goes down to 10°C, gas production virtually stops. Satisfactory gas production takes place in the mesophilic range, 25-30°C. Proper digester insulation increases gas production. When the ambient temperature is 30°C or less, the average temperature within the reactor remains about 4°C above the ambient. Thermophilic conditions, temperatures in the range of 50-70°C, can be used to enhance methanization. This also pasteurizes the solution for unwanted bacteria. Tests have shown that this can significantly reduce retention time, thus allowing reactors to be significantly smaller in capacity for a given quantity of input. Feedback mechanisms prevent harm to the system.
| CH3COOH Acetic acid | →CH4 Methane | +CO2 Carbon dioxide | |
| 2CH3CH2OH Ethanol | +CO2 Carbon dioxide | →CH4 Methane | +2CH3COOH Acetic acid |
| CO2 Carbon dioxide | +4H2 Hydrogen | →CH4 Methane | +2H2O Water |
Equation 3 Methanization process equations
Loading rate: Loading rate is the amount of raw materials fed per unit volume of digester capacity per day. If the plant is overfed, acids will accumulate and methane production will be inhibited. Similarly, if the plant is underfed, the gas production will also be low.
Retention time: Retention time (or Hydraulic Retention time -- HRT) is the average period a given quantity of input remains in the digester to be acted upon by the methanogens. Retention time greatly depends on temperature. A digester should have a volume of n days times the slurry volume added daily. Different materials need different retention times. For cow manure, a retention time of about 28 days is considered normal. Our tests have shown that a retention time of 9 days is optimal. For a human faeces digester, a longer retention time, of about 70 days is normal so that the pathogens are destroyed.
Toxicity: Mineral ions, heavy metals and detergents are toxic materials that inhibit normal bacterial growth. Small mineral quantities may stimulate bacterial growth, while heavy ions’ concentrations create a toxic effect (e.g. sodium, potassium, calcium, magnesium, ammonium and sulphur). For example, presence of NH4 from 50 to 200 mg/l5 stimulates microbe growth, whereas concentration above 1,500 mg/l produces toxicity. Similarly, heavy metals such as copper, nickel, chromium, zinc, lead, etc. in small quantities are essential for bacteria growth but higher concentration has toxic effects. Antibiotics, detergents, soap, organic solvents and etcetera inhibit bacteria activities.
Slurry
Effluent is the totality of what remains in the digester after the bacteria have made biogas. Slurry is the solid part of the residue. Slurry quality is strongly affected by input quality, such as homogenous feed materials. Appropriate ratio of urine, water and excrement and intensive mixing before feeding the digester leads to homogeneous slurry [25].
SCADA
Most bio-digester processes are not controlled or are controlled on only the most basic level. SCADA is standard terminology for “Supervisory Control and Data Acquisition”. This refers to an embedded software system (subsystem). This software system has the following characteristics:
• Sensors embedded in the digester measure physical phenomena; software records measurements.
• Measurement data is both stored locally and sent as telemetry to the central data processing facility.
• Action commands are received either as direct feedback from telemetry or as feed forward actions.
• Data is processed to anticipate maintenance needs (Remote Anticipatory MaintenanceTM).
• Additives
Biomass-based Energy Systems biomass are usually manure based. Manure types and other biomass types can be mixed, making for a complex bio-product. Physical properties’ control (e.g., temperature) is critical, but is ‘only’ macro control. Micro control is implemented via individualized (per digester) additives. Our research has shown that this additive, in controlled quantities, significantly enhances biogas production results; both quantity and calorific quality.
Additives are a complex issue. Each additive mixed with the input stream must have a specific objective behind it. One common additive is oil. But the literature is amazingly ‘generic’ about the issue. Our research points to a specific oil as the optimal oil for anaerobic digestion.
Thus, for oil as an additive – other additive types need additional consideration. The primary category is additives based upon the need to raise the carbon content, for C/N balancing. A need to lower the ratio, because of too much nitrogen as compared to carbon, is rare. As mentioned, optimal C/N (carbon to nitrogen ratio) for efficient anaerobic digestion is 28. When using cow manure by itself, with a C/N of about 25, this is clearly good enough and there is no need for further balance. If the mixture includes (for instance) cow manure with MSW, cow manure with chicken dung or any complex combination of any of these then a C/N balance effort is needed. In any instance of use of human faeces, a C/N balance is critical to successful and fruitful anaerobic digestion. Indeed, a lack of a C/N balancing-additive is the primary failure cause.
There exist many carbon-rich sources, such as cardboard, paper, wood or tree bark, which should not be used for balancing because the carbon is bonded with lignin, which is very difficult to digest, in reasonable times. A strong source of carbon, that is eminently accessible to the bacteria, is used cooking oil. As one might expect the grungier the better! As disposal of industrial quantities, such as from military kitchens, is an environmental issue this presents an opportunity. Addition of additives manually, without benefit of a maw is a very bad idea.
There exist some 17.5 billion chickens in the world, producing some 105 million tons of dung per year. The numbers of turkeys, ducks, geese and pigeons raised commercially are not known but very large.
By the way, we discuss here dung, but chicken feathers have been used to manufacture bio-diesel [24] and also to enhance hydrogen storage [26]. We do not discuss this here. The processes are too complex (Table 6).
| N | 2.42 2.17 – 3.50% | Mn | 0.03 0.02 – 0.03% |
| NH4 | 0.12 % | Org C | 35.30 26.30 – 40.70% |
| P2O5 | 1.23 0.18 – 1.68% | OM | 61.90 45.40 – 70.20% |
| K2O | 1.62 0.90 - 2.17% | C/N | ratio 11.30 – 13.80 – 14.60 |
| Ca | 3.62 1.28 – 4.40% | pH | (H2O, 1:10) 7.70 6.80 – 8.40 |
| Mg | 2.15 1.54 – 2.96% | ||
All numbers in kilograms
Table 6: Chemical properties of poultry manure.
Of all domestic farm animals, chickens’ dung possesses the highest energy potential; 65% higher than cow manure. For perspective, a middle-size chicken eggs ranch, with about 250,000 chickens, produces about 30 tons of dung per day. Such a ranch may achieve some two megawatt-hours of electricity, 24/7. The weight of fresh dung output is about 115% of total dry feed used (resulting, of course, from the moisture content). The number refers to feed ‘used’ not actually ingested (Table 7).
| Poultry type | Daily feed intake (per 100 birds) | Daily fresh manure output (per 100 birds) |
|---|---|---|
| Laying chicken | 9.1-11.8 | 9.1-15.5 |
| Broiler at 6 weeks | 11.8-13.6 | 13.6-15.9 |
| Large turkey at 16 weeks | 42.3-52.3 | 49.1-60.0 |
Table 7: Poultry flock dung production.
Chicken dung is also the most problematic domestic bio-waste to process for energy. A viable commercial AD process does not yet exist. Essentially ALL existing poultry dung processing methods are highly air, water tables and land polluting. On the other hand, chicken meat and eggs are exceedingly important food sources. By the way, the recent fad of so-called ‘free-range-chickens, is the most polluting of all types of raising methods. They are more polluting of both land and water tables; they may be as much as ten times more polluting than other growing methods.
External interfaces
There exist three primary external system interfaces: faeces input, electric current output and telemetry via internet.
Figure 2 is a schematic of the “classic” anaerobic system for animal waste processing. The parameters below each process are those controlling parameters that determine processing rates and system efficiency. In the usual design, about a third of the generated electricity is used to heat the compost mixture.
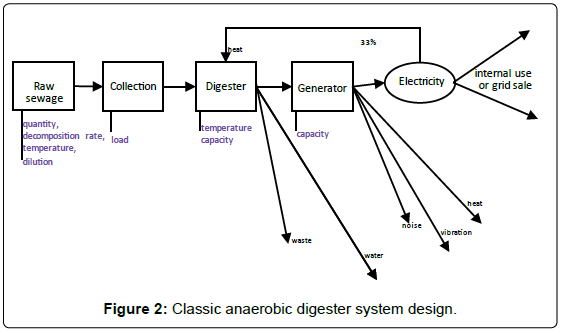
Figure 2: Classic anaerobic digester system design.
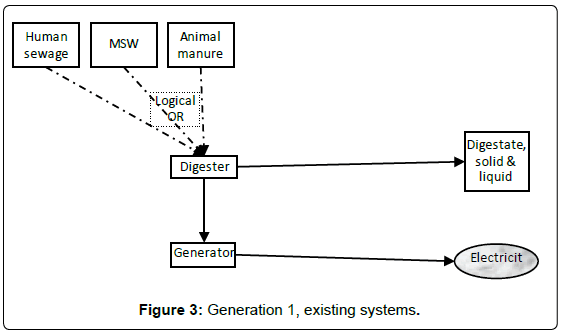
Figure 3: Generation 1, existing systems.
Figure 4 is a schematic depiction of the Emek Hefer system. This is a system designed for regional faeces processing, of 12,000 cows (plus about 5,000 calves). The Emek Hefer system uses 25% of their generated electricity for processing.
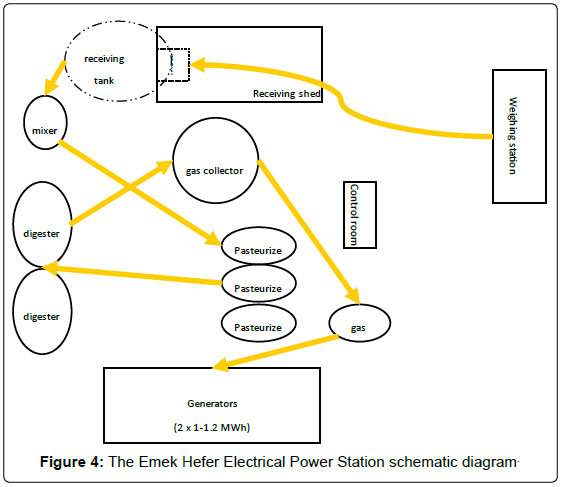
Figure 4: The Emek Hefer Electrical Power Station schematic diagram.
Faeces input
Faeces are input to the system via the Maw. For animal faeces, input is manual, via human interaction from the farmer. A storage tank is necessary.
Compatibility requirements
All systems must be compatible with grid requirements for the country/region in which they are installed. There may be significant differences between various countries vis-à-vis these requirements and this must be carefully researched for each geographic region of activity.
Anaerobic processes
Anaerobic bacteria oxidize organic matter utilizing electron acceptors, which are not based upon presence of oxygen. The metabolic processes produce CO2, H2O, H2S, CH4, NH3, N2, reduced organics and more bacteria. A large part of available energy appears in the form of end-products. Hence, cell production is low and by-products, such as methane, are utilisable as an energy source. Anaerobic fermentation end products are likely to be odorous intermediates such as volatile acids, potentially toxic to bacteria, thus promoting process upset. The production of a stable effluent is unlikely since waste do not usually contain sufficient electron acceptors to permit complete oxidation. Methanogenic bacteria develop slowly and are sensitive to a sudden change in physical and chemical conditions. For example, a sudden fall in the slurry temperature by even 2°C may significantly affect their growth and gas production rate (Table 11).
| design criterion | High Rate | Low rate |
|---|---|---|
| solids retention time, days | 10 - 20 | 30 - 60 |
| volatile solids (VOCs) loading kg/m3 per day vol. m3 per capita | 2.4 - 6.4 | 0.6 - 1.6 |
| primary only | 0.04 - 0.06 | 0.06 - 0.09 |
| primary and filter | 0.08 - 0.09 | 0.12 - 0.14 |
| primary and activated sludge | 0.08 - 0.12 | 0.12 - 0.17 |
| digested Solids | 4 - 6 | 4 - 6 |
| concentration volatile solids (VOCs) reduction % | 50 | 60 |
| gas production (m3/kg added) | 0.53 | 0.65 |
| methane content % | 65 | 65 |
Table 11: Anaerobic digestion design process.
Notes to Table 12 Typical biogas composition, the latter four compounds are found in very small amounts, but they are what produce the odours. Skatole is mostly found in human faeces. Skatole and indole are variants. The last entry, mercaptan may also be methanethiol (CH4S) which is a methane-based chemical, with sulphur added. It is also a very bad smell (Tables 12 and 13).
| Substances | Symbol | % | Substances | Symbol | % |
|---|---|---|---|---|---|
| methane | CH4 | 50 - 70 | hydrogen sulphide | H2S | traces |
| carbon dioxide | CO2 | 30 - 40 | skatole | C9H9N | traces |
| hydrogen | H2 | 5 - 10 | indole | C8H7N | traces |
| nitrogen | N2 | 1 - 2 | mercaptan | C2H5SH | traces |
| water vapour | H2O | 0.3 | |||
Table 12: Typical biogas composition.
| Inhibitors | Inhibiting Concentration |
|---|---|
| sulphate (SO4- - ) | 5,000 ppm |
| sodium chloride or common salt (NaCl) | 40,000 ppm |
| nitrate (calculated as N) | 0.05 mg/ml |
| copper (Cu) | 100 mg/l |
| chromium (Cr) | 200 mg/l |
| nickel (Ni) | 200 - 500 mg/l |
| sodium (Na) | 3,500 - 5,500 mg/l |
| potassium (K ) | 2,500 - 4,500 mg/l |
| calcium (Ca) | 2,500 - 4,500 mg/l |
| magnesium (Mg) | 1,000 - 1,500 mg/l |
| manganese (Mn) | Above 1,500 mg/l |
Table 13: Toxic level of various inhibitors [27,28].
Rates are as follows:
• Stored waste can be treated at any rate ranging from 10L to 30L per 378 cube (M) of waste.
• Adequate moisture must be present for effective treatment.
• Minimum moisture for biological decomposition is 30%.
• Minimum moisture for waste flow is 80%.
• Therefore, water application and upkeep is often required along with Manure digester treatment (Table 1).
The status quo
Generation 1 systems, those “classic” systems as depicted by the flow diagram in Figure 2, have remained essentially unchanged for 3,000 years. Solomon apparently heated his palace and some public places using biogas. There are many designs of such systems. Yet, withal, there are still no commercial, industrially manufactured, offthe- shelf products. The systems are not truly optimised; certainly not in terms recognisable by Industrial Engineering. There is very little application of research. The processes are still mostly uncontrolled. Computer systems that operate with them, in the rare cases when any such exists at all, are no better than ‘glorified’ data recorders and data is not processed professionally; the data is not mined for knowledge to process improvement. There is no experience accrual or sustainable concept of process/system improvement. Companies making these systems, whether large or small, are essentially systems houses that have developed experience, but even this remains largely word-of-mouth. In the usual design, a third of the electricity produced is consumed by the. Much of the residual heat is wasted into the atmosphere.
Water is almost always wasted – not even always treated. [27]
German company we have reviewed, markets a system as ‘modular’ because they build their tanks (massive, and demanding ridiculous amounts of maintenance) out of standardised wall parts which are modules. This definition of modular is incompatible with needs defined. The entire system must be modular (Figure 3).
Figure 3 is unimpressive, yet this very much describes the stateof- the-art. Assume, for this discussion, an HRT of twenty days. (It is usually longer, usually twenty-eight.
Obviously, the partial answer to that equation will always depend upon process efficiency, how that input is used or utilised. So, in a single tank system (or even two tanks, linked as one logical tank), with either batch or continuous flow – let’s assume on a daily basis – the amount of input on a daily basis must equal output; otherwise the tank either overflows or empties.
The manure enters the system, is stirred and ‘left to its own devices’. Stirring ensures consistency in the solution. Under such circumstances, 5% of the material that exits the system entered the previous day. Another 5% entered the day before that, etcetera. In other words, the particles of solid digestate, suspended in liquid, have not had the time allotted to them – those twenty days – to be acted upon by the methanogens and they remain largely raw manure. Tens of percent of the manure remains untreated by the anaerobic process—raw manure; Terrible for the environment – large amounts of methane are released into the atmosphere. This is then sent to an open-air aerobic process to complete treatment. That material which was so expensive and difficult to transport to the site, is now transported again, to a second site, for residual processing.
The optimisation step
The first step that needs to be taken is to change the concept of a tank. The digester tank needs to be much more than ‘just’ a large, dumb barrel. No more stirring via big, internal paddles – that break all too often because of task enormity and are expensive to install and maintain. Tanks are now sophisticated subsystems, with a great deal of functionality, and connected to a system brain.
Each tank is relatively small. Control is easy and straightforward – macro and micro control. Data recording is accomplished with great accuracy. Internal temperatures are easily controlled. BRIX, pH and C/N levels are easily controlled. An interesting, and rather silly problem is solved by this automatically. Systems designed around a massive tank tend to slowly loose capacity, over time, as sand, pebbles, rocks and debris accumulate. We have reports of as much as 2% capacity loss per annum. In the ‘tank as subsystem’ concept, the tank is completely emptied after every cycle. No debris can ever build up. Also, traditional tanks tend to begin to leak after a while. In this tank type, maintenance is simple, and you don’t even need a wet-suited diver to swim in a bath of heated manure. The tank is empty. If there is a problem or suspicion of a problem, changing or renewing the liner is a simple maintenance task.
A pump agitates the solution in the tank via periodic stirring – fifteen minutes out of every hour is sufficient for most places (ambient temperature effects this), thus allowing one pump to service several tanks. Stirring is important as this makes certain that all particulates are acted upon evenly in the reactor. As there are additives, it is not ‘just’ manure particulates, hence the added importance of this agitation. Agitation should be gentle, not violent.
While the solution is in the stirring cycle, the pipes that pull it out and push it back in, to agitate the entire solution; also pass through heat exchange, thus maintaining constant mesophilic temperature. The same mechanism controls both temperature and stirs the solution.
Every shortening of the HRT either allows for a smaller, less costly system or allows a given system to accomplish more.
Each tank contains sensors that constantly measure, and send to the controlling computer for recording and data processing, temperature, pH, BRIX, C/N and etcetera.
The actual number of tanks should equal a multiple of three, for optimum smoothing of the gas production curve – it is important for the flow of gas out of the system to be as steady and as constant as possible.
A tank can be filled over a period of time, thus allowing fewer tanks than the HRT.
Individual tanks are filled and emptied in a round robin fashion; tanks emptying is more than just a technical ‘incident’; it is a critical factor for both preventive and repair maintenance. The ability to inspect tanks’ integrity with planned frequency may not seem all that critical in the first year, and hence, be forgotten later on.
The tanks are not simply ‘stand alone’; there is always a system view and system concept. Each set of three tanks is packaged within a frame sized to be compatible with a standard shipping container, such that everything is modular, and each module can be simply shipped and installed.
When individual tanks need to be larger than the volume available within a single tank, that is, when the daily volume of input is greater than the capacity of a single tank, then multiple tanks can be ‘logically merged’ into a larger capacity. Management of this filling decisionmaking is performed by the SCADA.
All containers have a set of solar-thermal heat collectors on the roof.
Container modules can be chained to ‘any length’ chain of containers, for any size system. Or can be used individually.
Every container has a maw, for materials’ insertion into the system. The Maw is an important subsystem (part of the Tank subsystem). The maw, as its name implies, is the engineering equivalent of a mouth. As the mouth is to the human or mammal digestive tract – teeth for grinding, saliva for wetting, additives for beginning the digestion, etcetera – so is the maw to the digestor. If the mixture has insufficient liquidity, water is added – as stated, the objective is 85% water, 15% solids. It may go as high as 90%, but certainly not higher than that. It may go as low as 70%, but any lower than that significantly endangers digestion.
Too much water is a main issue concerning human faeces digestion – human faeces are normally 94-99.9% water. Water is energetically inert. To process human faeces with a reasonable degree of efficiency one needs to remove some of the water from the mixture or add solid biomass.
If the mixture has low C/N, then a carbon content additive is added. In Nepal and other places in the East [28-30], rice straw is commonly used. It is added pre-processed ground to bits, thus making its addition much more effective. The ideal additive would be ground straw mixed with used frying oil (as dirty and grungy as can be). Human hair would also be nice to add, but acquisition logistics are complex.
When the mixture is well smoothed, it can be transferred to the tank via pump.
It is generally undesirable to add materials, including additives, into a tank’s solution during HRT – while processing. This is not prohibited, as a constant data flow and analysis might indicate that a specific situation justifies this! This issue is one of the operation exigencies from good data acquisition, processing and analysis. It is possible, in some situations for the solution to change characteristics during processing.
Scrubber
Biogas, whether used to directly drive a generator, or for any other configuration, should be passed though a scrubber to remove its sulphur and water content before use. The water is, of course, water vapour. The sulphur is primarily H2S. The water content that is removed is pure water and can be used for any purpose. The sulphur content is frequently scrubbed via very expensive equipment, such as bio-scrubbers, that have the additional characteristics of both creating a waste product that is difficult to dispose of (filthy sulphuric acid) and high maintenance costs.
System of systems
Iran has some 8,738,000 cows and 270,000,000 chickens (publicly available population figures, from United Nations sources, accurate to 2010). A simple computation gives them 52 gigawatts per day of energy from this source, alone. That is more than 2.1 gigawatts-hours capacity. If they were to add to this, MSW, slaughterhouse waste and food processing waste they easily reach 3-4 gigawatts-hours base load capacity, more than they have from oil today. (We ignore, in this context, human sewage processing [31] as possibly problematical, though it seems to be done in Pakistan [32].
There is logic here; a logic that fits almost every country in the world. People eat; they obviously need food supply. From this activity, there is a great deal of waste manufactured. Utilisation of food waste is a source that is insufficiently acknowledged throughout the world but is becoming increasingly necessitated both by policy and by need.
Perspective: “Estimates vary, but between one third and two fifths of all food produced worldwide, are wasted. In Europe and the US we are estimated to have ‘at our disposal’ twice the amount of food we need for actual nourishment, and we waste half of it. In the USA, about 40 million tonnes of food and in the whole of Europe about 89 million tonnes are wasted; more than enough to solve the problems of undernourished and starving millions around the world.” [33]
Landfills, all over the world, are filling to beyond their planned capacities and new ones are not being made readily available; land is becoming increasingly scarce, and using it to dispose of highly desirable commodities is no longer valid. Landfill tipping rates are reflecting this. Solutions that were perfectly valid for eighteenth and nineteenth century Europe are no longer valid or even possible in a world with seven billion persons.
Five million tons of food waste is equivalent to 164,000 households’ energy needs. With improved bio-digestion, as described here, that rises to two hundred thousand.
Heathrow Airport, the organisation, now processes their food waste and sells the compost. The income may not be of great importance but disposal costs definitely are. According to a recent survey, for every meal eaten in London (UK) restaurants, about half a kilogram of food is wasted; that is 600,000 tons of waste per year – only for the city of London [34] (twenty-four thousand households’ electricity – restaurants). And never forget, it is not ‘just’ the food that is wasted, but energy and water, as well.
Imagine if Iran had an additional four gigawatts-hour base load capacity. Their population would be richer. The country would have a much healthier economy and environment. There would be less waste – which is an Islamic imperative, as well. There would be no need for a nuclear program.
Now, apply this same logic to China and India, where thousands die daily from pollution-related sickness. Admittedly, they have less gross waste – different cultures – but there are two hundred million kilowatts of potential electricity in China and India from cows, chickens and pigs – assuming they succeed in capturing one-third the animals’ waste, not all of it, which is never possible.
Deployment procedures
A military base, on land or sea, has similarities to an urban environment. These systems are designed with urban use in mind. In the second decade of the 21st century, we are seeing very significant and rapid growth of urban agriculture and aquaculture. More than 50% of humanity lives now in urban environments. It is increasingly necessary to explore every possibility of enhanced areas utilisation.
Rooftops of many types of structures are being explored for agriculture and aquaculture – parking garages, sports centres, dormitories and other types of public or semi-public areas are being used in many cities around the world.
Double use
Secondary utilisation of solid digestate is valuable for additional energy, as well as environmental reasons. Systems produce large amounts of under-utilized flue heat. This heat needs to be directed to a facility that quick dries the digestate. The dried digestate is made into chips or small briquettes and added to additional fuel materials, such as wood chips, paper etc. These materials are pyrolyzed, and channelled through a turbine to generate electricity.
Non-electricity system options
Systems exist to economically convert biogas to liquid fuel. These systems can be purchased and installed, as ‘bolt-on’ additions to the biodigester systems. The system can then have the option to utilise the gas produced for direct production of electricity, for production of liquid fuel, or both.
Emek Hefer is South of Netanya, rural in nature and the area includes some many collective farms. The project is situated in the Emek Hefer Ecological Park. It was originally formed to manage area water resources for agricultural use. This part presently manages reused water sourced from the municipality of Netanya (a city of about 150,000 population), from which they are received partly cleaned – sufficiently for most agricultural needs albeit not potable nor used for vegetables. Three basin-stored reservoirs exist in which water is stored, mostly over the winter, when rains are mostly sufficient for agricultural needs, to be subsequently used during the dry summer. The sizes of these are about 5 million, 4 million and 3.5 million cubic metres. Over the past several years, the Emek Hefer project has developed an electric power station wholly powered by biogas produced from cow manure [35].
Analysis – The process of manure processing
The plant runs exclusively from cow manure. While many other types of organic material could be added into the mix, none are used, at this time. Raw manure is hauled in tank trucks, to the processing plant from some 155 cowsheds, ~17,000 cows (dairies), including about 12,000 milking cows with about 5,000 calves. Material reaching the plant consists of about (85-90%) water and (10-15%) active material (water, of course, being inactive and energy-neutral). Each farmer scrapes the manure into a collecting bin (pit), generally several times per day, such as after milking. Each cow produces about twentytwo cubes of collectable manure per year, for the project. The actual production is much higher, but as the project collection facility is only what is collectable via the tank trucks’ pumps, they can only retrieve the upper part.
The collecting bin is generally sufficient to hold manure from about one and a half days. This consists of some 600 cube of liquefied manure per day. The arrival rate is about twenty tank trucks per day [36].
Hauling is provided by an external service provided whose cost is partially defrayed by tipping charges to the farmers. The farmers pay 500-600 NIS per cow, per year for this collection service. This tipping fee is negotiated with each farmer. When the plant was first developed, the tipping fee was constant.
The tank trucks collect via pumps. This means that only the ‘top’ (most liquid) two thirds of the manure is collected. This lower third of manure having lesser water content and is thus significantly more difficult to collect. Unfortunately, this part is also of a higher energy content as the water is energetically inert. Thus, there exists some 850 cube of usable material, but only 600 cube is retrievable by present processes. The plant is not designed to receive, hold or process compost – i.e., dry manure.
The processing plant
The plant generates about two Mega Watts per hour (2MWh) on a continuous basis (each generator generates 1000-1070 kilowatts continuous) or about forty megawatts per day (full capacity is not constant). This is ‘green energy’ and thus IEC (the sole customer) pays a premium for it.
The investment in plant construction was about $US10 Million (ten million US dollars) [35]. It should be noted that the announcement included processing of waste from chickens and slaughtering but these have never been implemented, in the final system.
The noise-level is oppressive at any place throughout the plant, despite the generators being inside a separate room, in a separate building. Additionally, the odours are strikingly strong. When we arrived, the maw, which is massive and closes electrically via a manual command, was open and the operator was reprimanded for this oversight. Safety concerns should open it only when a tank truck is unloading.
When tank trucks arrive, they are first weighed and the data is related to the Control Room. As tanks load from many cowsheds along a complex route, there can be no relationship between individual farmers and weigh-ins. After weighing, the tank proceeds into the receiving shed, turns about, and backs to the maw for dumping. Raw excrement is received into an underground receiving tank of 8,000 cube capacity.
Excrement is than pumped into an aboveground cement mixing tank of 4,000 cube capacity to ensure a smooth mixture. Due to the methods used and the pumping limitations discussed, there is zero or close to such foreign matter (e.g., energy active straw bedding energy or inert sand).
From mixing, the excrement is pumped to a set of three tanks for pasteurizing. These tanks make partial use of heat from the generators to heat the manure to about 70°C to eliminate bacteria that may be harmful to humans and possibly germinate-able seeds. The pasturization process is short, under an hour, and no gas is collected from this process.
From pasteurization, the mixture is pumped to the digesters. These are two tanks, of 6,500 cube capacity. In the digesters, the mixture begins the process of anaerobic digestion, via natural, in-situ, selfgenerated bacteria. This process takes some seventeen (17) days. The two tanks ‘act’ as one ‘logical’ tank.
Digested manure is pumped to the Gas Collector. The biogas collects at the top (a ball-shaped inflatable balloon). At this point, the process ‘splits’ into two flows – gas and process-wastes (Figure 4).
The biogas created by this process contains a large quantity of water vapour (H2O) and needs to be dried for effective burning. Additionally, it also has potentially deleterious bacteria that need to be disposed of. For these reasons, the biogas flows to a gas dryer.
Finally, after this last process, the biogas flows to the generators for burning, to generate the electricity. The generator station consists of two, 1000KWh generators [36].
Flow of manure processing is continuous. As new digested manure flows into the top of the gas collector, an equal amount of wholly processed manure is pumped out from the bottom. It is separated into two streams via a process described as ‘wringing’ to separate the dried solids from the liquid waste. The liquid is pumped to storage tanks for use as fertiliser. The dry solid is heaped to an external pile for use as bedding in the cowsheds. Both are sold.
It should be noted that there exists no process control other then automated process. No optimisation has been attempted. No measurements are taken of the manure processing. For instance, it is assumed the material exiting the system as ‘bedding’ is now energyinert, but no testing has been performed to ascertain if this is the case. It is assumed that naturally grown bacteria are optimal for digestion, but no testing has been performed. And it is assumed that the digestion process is best performed with no intervention (such as heating or mixing) but this is not tested.
The systems (pumps and etcetera) use approximately half a megawatt of energy which is deducted by the station from what is supplied to the electric company – net electricity produced is thus about 1.5MWh. This is significantly better than the norm reported in the literature, which places the average electricity used at 33%; thus Emek Hefer achieved an 8% enhancement in terms of energy used by the process [37].
The station employs five, full-time employees (drivers are, as stated, external).
Evaluation
While this plant is very impressive, their achievement is the best that can be accomplished with the simplest and most primitive methods used. There have been no efforts towards optimisation, of either logistics or processes, and this shows, glaringly.
Internal flow-of-material is not optimal (Figure 4) nor is the design of the pipes optimal for flow. The flow diagram is surprisingly convoluted. Only very minor efforts have been made to reuse residual energy produced by the processes (e.g., pasteurization). All other energy (such as generator flue heat) is atmosphere dumped [38].
No efforts have been made enhance processing speeds.
At the time of this study, this was the only operational plant of its kind in the country. As stated, this is far from the case today.
This article has shown that a small footprint sized biodigester module is both possible and practical and that these can be economically manufactured and installed on military bases – large and small – and in warships of the line – both large and small.
This technology is post-research and development, and is now in advanced stage of optimization and is ready for deployment.
Real life trials (albeit, non military) have conclusively shown that the small scale of these systems is a major benefit and the concept of size benefit is fallacious and misleading. Quite the opposite is true [39]; the small scale is what allows this technology the tremendous jump in productivity that makes this technology practical, particularly in a military environment (and, by the way, also in a village environment). The ability to be alternatively grid positive or grid neutral is an added benefit, allowing their use almost anyplace (places of extreme cold – e.g., Antarctica – are probably not practical).
In addition to the enormous aid to military logistics, this is also a terrorism deterrent [40].
And finally, this solves (or alleviates) much of the issues concerning water security, another very large issue for military bases and for warships [41-44].
1"Hydrogen sulfide is a colorless gas and has a strong odor of rotten eggs… Although quantitative data are lacking, toxicity studies suggest that H2S gas is absorbed rapidly through the lungs. The effects of H2S in humans can be acute and/or chronic. Levels in the range of 500 to 1,000 ppm (695 to 1,390 mg/m3) are life-threatening and can cause immediate unconsciousness followed by serious and debilitating neurologic and respiratory sequelae [a condition following as a consequence of a disease]. Lower levels have been associated with lung function deficit and eye, nose, and throat irritation…" [22].
2Anaerobic digestion of wood is notoriously difficult as lignin does not ‘cooperate’ well with the bacteria. However, finely ground sawdust seems to be a viable digester input form, contributing carbon, when used sparingly and mixed with other biomass.
4"Ammonia…is produced when microorganisms break down organic nitrogen products such as urea and proteins in manure... [Moderate amounts of ammonia in water]...are associated with reduced species diversity, while more severe depressions can produce fish kills. Additionally, ammonia can lead to eutrophication, or nutrient over-enrichment, of surface waters… The degree of ammonia volatilization is dependent on the manure management system. For example, losses are greater when manure remains on the land surface rather than being incorporated into the soil, and are particularly high when the manure is spray irrigated onto land.” [24].