Journal of Pollution Effects & Control
Open Access
ISSN: 2375-4397
ISSN: 2375-4397
Case Report - (2013) Volume 1, Issue 1
During Petroleum exploration, water, which is trapped in underground formations, is brought to the surface along with oil or gas. This water, referred to as Produced water, has constituents that make it unsafe to be discharged into the environment without adequate treatment. In offshore locations, the situation is even more difficult since there is always limited space for produced water treatment. The treatment of Produced water will not only provide water for use but will protect our environment against pollution. This paper has reviewed exhaustively the various ways of handling produced water on the basis of its constituents, expected use of the effluent fluid, adherence to the local regulations on environmental protection, available expertise, and cost of its treatment. Furthermore, the paper has selected some key produced water treatment techniques, discussed their advantages as well as limitations to enable oil and gas operators to make informed decision depending on the circumstances surrounding their operations.
Keywords: Produced water; Offshore; Fouling; Membrane; Conventional treatment
Oil is a major global energy source and its exploration and production is extremely important. While oil production is desirable, it results in some unfavorable effects to the environment. In underground structure, rocks that occur normally are accompanied with fluids (water, hydrocarbon, or a combination of the two). The less dense hydrocarbons drift to trap sites, shifting some of the formation water in hydrocarbon reservoirs. This informs why hydrocarbon reservoirs contain water as well. This water might have arrived from the flow from within the hydrocarbon zone, flow from below or above the hydrocarbon zone, or flow from injected solutions and chemicals for the purpose of managing the reservoir by the producers [1]. The oil reservoir is the main source of this produced water, which may as well include sea water that has been injected to sustain the reservoir pressure. The large quantities of formation and injected water, which is eventually produced along with the oil and gas, is one of the most crucial sources of unfavorable effects to the environment. Handling of produced water is therefore critical in Petroleum exploration and production operations because of its significant contribution to capital cost of operating oil or gas reservoir.
Considerable amounts of liquid waste streams are regular outcomes within onshore and offshore oil production (much higher in offshore locations). After some treatments on the platform, these wastes are discharged usually into the aquatic environment. During the early years of production, the amount of liquid wastes produced beside the oil is generally low; however, as the reservoir becomes older, the amount increases perhaps several times more than the produced oil [2]. For instance, the quantity of produced water dumped into the North Sea by the UK increased radically by 43 million tons in 4 years by the same reservoirs (from 1993 to 1997) [3]. In general, the produced water is seven to eight times greater by volume than oil produced at any particular oilfield [4].
Separation of oil, gas, and water from produced hydrocarbon stream on an offshore platform is by addition of certain chemicals; these chemicals that include corrosion inhibitors, deemulsifiers, defoamers and biocides [5] are toxic to the marine environment. This depends on several factors such as allowed fraction of each chemical in the mixer with the produced water and the quantity of discharged produced water in each batch [6].
Major characteristics of produced water
Produced water contains a wide variety of constituents such as organic and inorganic pollutants, suspended solids, and iron. The following are predominant contaminants [7,8] (Table 1).
| Contaminant | Examples |
| Dissolved organic | • Fatty acids • Polar Organic (phenol, aldehyde) • Non Polar Organic (aliphatic, aromatic) |
| Process chemicals | • Corrosion control: amide imidazoline compound • Scale control: phosphate ester/phosphate compounds •Emulsion breaking: oxyalkylated resins/polyglycol ester/alkylarylsulfonates • Dehydration of natural gas: methanol/glycol |
| Heavy metals and radioactive materials | • Cadmium, chrome, copper, lead, mercury, nickel, radium, silver and zinc |
| Suspended solids | • Inorganic: geological formation (siliceous and calcareous) • Sparingly soluble inorganic salts: calcium carbonate • Organic: ashphaltenes, paraffins, suspended oil • Microorganism: anaerobes (Sulfate Reducing Bacteria) |
Table 1: Major characteristics of produced water.
The weight fractions of these contaminants vary from one oil production well to another depending on the nature of the well, its age and production conditions. One can observe that radioactive particles can be present in the produced water, which can potentially have a severe impact on the environment.
Impact of produced water discharge on the environment
There are various chemical constituents that could be present in the Produced water. These chemicals, individually or collectively, could have significant impact on the environment. Some of the impacts include disruption of physiological and behavioral activities of the aquatic life, bioaccumulation, and deterioration of physical environment (amenity beach). One example of a direct impact of released produced water is known as the “Chronic Pollution”, which results in limiting the breeding and reproduction of seabirds [9]. The impact of produced water on marine life depends on the constituents and concentration of the chemicals present in the produced water. For offshore operations, the impact is also dependent on the discharge point, physical properties as well as hydrology of receiving environment [10].
Produced water management options
Globally, the oil and gas industry generates more than seventy (70) billion barrels of produced water per annum [11]. This represents huge volumes and requires economical and environmentally friendly methods of treatment. The management of produced water represents the single largest waste stream challenge facing the industry worldwide. A variety of management options for produced water exists, however the selection of any option is largely dependent on certain factors such as regulatory acceptance, site location, technical feasibility, cost as well as availability of infrastructure and equipment.
Industry Operators evaluate the various management options in a bid to find the most cost effective approach to handling their produced water. For instance, Shell established a water-to-value program with which, it attempts to minimize water production, reduce costs of produced water treatment and considers opportunities for existing facilities to handle larger volumes of produced water [12]. The Management options can be described in terms of a three tiered system, which is implemented consecutively. They include as follows:
Tier I-water minimization: The aim of this tier is to reduce the volume of water produced from the oil production well. This is achieved by modifying the existing processes, adapting technologies (old and new) or substituting products to ensure that less water is generated from the onset. Tier 1 option presents great opportunity to better protect the environment as well as to save some costs.
Tier II-water recycle/reuse: Following the implementation of the Tier 1 option, Tier 2 option is employed depending on the end use of the produced water. The type of reuse option that would be considered is usually dependent on the cost of produced water treatment. The most common way to reuse produced water is to re-inject it into a producing reservoir to enhance oil production or/and to maximize oil recovery. This is evident at the later stages of the life cycle of the producing reservoir or well. However, at the early stages of oil production, produced water poses a great disposal challenge, especially in the offshore environment since no injection water is required.
Tier III-water treatment/disposal: When the produced water cannot be effectively managed through Tier I and II options, a Tier III option is implemented. In this, the produced water is treated prior to discharge or disposal. The treatment process or technology to be used depends on nature of water body receiving the treated produced water or the quality of water needed.
Produced water treatment processes
The table below is a summary of the American Petroleum Institute's recommendation on the Best Available Technology (BAT) for Produced Water Treatment on Offshore Installations (1995) (Table 2).
| Method | Advantages | Disadvantages | Cost |
| Carbon Adsorption Modular granular activated carbon systems | Removes hydrocarbons and acid, base and neutral compounds; low energy requirements; higher through-put than other treatments (except biological); treats a broad range of contaminants; very efficient at removing high Molecular weight organics | Fouling of carbon granules is a problem; produces waste stream of carbon and backwash; requires some pre- treatment of produced water stream. | Moderate |
| Air stripping Packed tower with air bubbling through the produced water stream. | Removes 95% of VOCs as well as benzene, toluene, naphthalene, andphenols; H2S and ammonia can bestripped with pH adjusting;higher temperature improves removal of semi-volatiles; small size; low weight and low energy requirements | Can be fouled by oil; risk of iron and calcium scales forming; generates an off-gas waste stream that may require treatment; requires some pre- treatment of produced water stream. | Low capital and operating costs; treatment cost up to $0.10/1,000 gal plus $1.50/k gal if off-gas control by activated carbon |
| Membrane Filtration Nano-filtration and Reverse Osmosis Polymeric membrane. | Effective removal of particles and dispersed and emulsified oil; small footprint size, low weight and low energy requirements; high through-put rates, no chemical addition, | Not effective in removing volatiles compounds, chemical reactions can cause failure. Oil, sulfides or bacteria may foul membrane, reject may contain radioactive material | Low Operating Costs |
| Ultra-violet light Irradiation by UV lamps | Destroys dissolved organics and both volatile and non-volatile organic compounds, including organic biocides; does not generate additional waste stream; handles upset or high loading conditions. | Will not treat ammonia, dispersed oil, heavy metals, or salinity; relatively high energy requirements; UV lamps may become fouled; residues may be toxic if peroxide used; requires some pre-treatment of produced water stream. | Similar capital costs to chemical oxidation with ozone but operating costs lower because no waste streams. |
| Chemical Oxidation Ozone and/or hydrogen peroxide oxidation | Removes H2S and particulates; treats hydrocarbons, acid, base and neutral organics, volatiles and non-volatiles; low energy requirements if peroxide system used; straight forward to operate. | High energy inputs for ozone system; oil may foul catalyst; may produce sludge and toxic residues; requires some pre- treatment of produced water stream. | Moderate Operating Costs |
| Biological Treatment Aerobic system with fixed film bio- tower or suspended growth (e.g. deep shaft) | Treats biodegradable hydrocarbons and organic compounds, H2S, some metals and, in some conditions, ammonia; "fairly low" energy requirements; handles variable loadings, if acclimated. | Large, heavy plant required for long residence times; build-up of oil and iron hinders biological activity; aeration causes calcium scale to form; produces gas and sludge requiring treatment; requires pre-treatment of feed. | Similar capital costs to chemical oxidation with ozone but operating costs lower because no waste streams. |
Table 2: Produced water treatment processes.
At present, over seventy international conventions and agreements are directly relates with protecting the marine environment [13]. However, not one of these conventions and agreements is exclusively devoted to regulating offshore oil production [14].
The proposal of Greenpeace International to International Maritime Organization (IMO) to amend the International Convention on the prevention of marine pollution by dumping of wastes and other matter (London Convention) including all waste products generated by offshore production was rejected in 1996 due to absence of an international legal framework; however, IMO advised concerned countries to initiate national and regional legislations for offshore development.
It seems that management of offshore platform effluents is driven by legislations, best available technology application and environmental effects considerations. In view of the foregoing, discharges to the ocean from offshore platforms have been regulated by limitations and requirements set by National and Regional Regulatory Agencies through the issuance of discharge permits. These permits are intended to protect receiving water body, environment and its uses from harm attributable to the permitted discharge.
For instance, according to Nigeria's Environmental Guideline and Standards for Petroleum Industry (EGSAPIN), the maximum amount of oil/grease in produced water allowed for discharge into the water body is 40mg/L in Deep Offshore but decreases to 30mg/L in Offshore and continental shelf (EGASPIN 4.2.1, 2001).
The Australia's permit for treated produced water discharges from offshore stipulates 30mg/L daily average and 50mg/L instantaneous maximum while the Oslo-Paris Commission (OSPAR 2001) waste treatment guidelines for produced water discharges in the North Sea sets a recommended monthly average, effective in 2006 (Department of Trade and Industry, 2006).
In the United States, Environmental Protection Agency stipulates an average amount of oil in produced water of 29mg/L per month for the outer continental shelf region and a maximum of 42mg/L for daily discharge.
In the same vein, the offshore waste treatment guidelines for Atlantic Canada (C-NOPB 2002) recommend a monthly average of 30mg/L, effective December 2007 while the Norwegian Authorities in agreement with Operators on the Norwegian Continental Shelf (NCS) established an environmental goal of Zero Harmful Discharges (ZHD) to the North Sea.
It is important to highlight that regulation of offshore oil production in most countries require that technology based limits are consistent with cost effective best available treatment technology.
It is expected that new conventions, agreements, and other international mechanism may be foreseen in a future not too far, but there still remains a need now to address environmental issues with the best approach and with a more detailed and strict environmental legislation regarding offshore platform discharges.
Produced water from offshore platforms has been conventionally treated over the years through gravitational separation and skimming, dissolved air floatation, de-emulsification, coagulation, and flocculation.
(a) The American Petroleum Institute (API) Separator, which is based on the principle of gravitational separation and skimming, has been used for years in the Petroleum Industry to separate free oil from water. This relatively low-cost equipment is not effective in removing small droplets of oil, thus used in most cases as primary step in the treatment of produced water.
(b) The Dissolved Air Floatation (DAF) system removes smaller droplets of oil from produced water by using air to increase their buoyancy. It is also possible to remove dispersed oil in the influent water to this system by use of chemicals (deemulsifiers), thermal energy, or both. The chemicals are used to aid coagulation of the particle size, hence increase the droplet size to make separation easier.
(c) Dispersed oil in produced water is usually pre-treated chemically to destabilize the emulsion before constituent oil and water are separated by gravity. Heating of the produced water will normally reduce the viscosity, weaken the interfacial film stabilizing the oil phase, and bring about obvious density difference between oil and water. This thermal process is usually followed by acidification and addition of alum to neutralize the negative charges on the oil droplets. The pH is then raised to induce the flocculation of inorganic salt while the resulting precipitates are separated from the oil.
(d) Heating, centrifugation, pre-coat filtration, fiber beds, ultrafiltration, reverse osmosis, and electrochemical methods are the major physical methods of breaking oil-water emulsions in produced water.
(e) Centrifugation, which in most cases, is applied to oily sludge could be applied to small volumes of lower viscosity oil emulsion. Precoat filtration and coalesces that can remove particles in the range of 20-100 µm could be used to break oil emulsions [15]. The processes of electro-coagulation and electro-floatation that utilize both physical and chemical mechanisms in the presence of an electric field could be employed in breaking of oil emulsion (Figure 1).
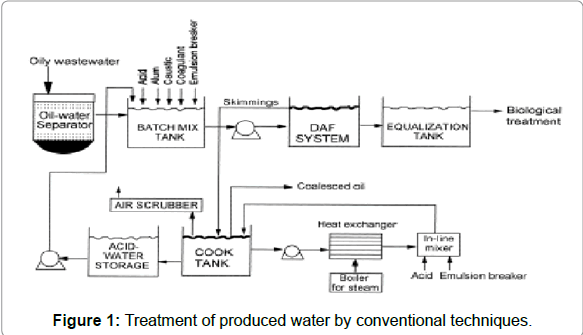
Figure 1: Treatment of produced water by conventional techniques.
Gravity separation is most commonly used primary separation technique in treatment of produced water in offshore production platforms. However, in most cases, the effluents do not meet the regulatory discharge limits; hence the use of secondary treatment steps that lower the level of dissolved, emulsified, and dispersed oil. Chemical treatments followed by sedimentation or DAF mechanism are commonly deployed as secondary treatment steps for gravitation separation technique.
Chemical emulsion breaking technique is an effective technique if properly applied. However, the technique has many limitations which include:
a. The process is highly susceptible to influent quality;
b. It is highly customized since the type and quantity of chemicals required is site specific;
c. It requires close control and skilled operators to achieve optimal operation.
d. It produces large volumes of sludge and its equipment has a large footprint;
e. The operating costs can be high depending on the application;
f. There could be corrosion problems due to the acidification of the influents. Mechanical problems may arise due to clogging of chemical feeding lines;
g. Dissolved solids content in the effluent increases as operation progresses; and
h. It is more suitable for large volumes (e.g>1135 m3/day) [15].
Heating of the fluid, as in evaporation and incineration, is very suitable for many types of oily emulsions but also has its associated limitations. The high energy cost associated with this process as well as oil loss in vapors from the evaporators that necessitates the treatment of the condensates makes the technique less fancied.
Membrane technology
Membrane technology has become a highly ranked separation technology in the last few years. Membrane filters are basically developed into four configurations for industrial applications namely tubular, hollow fibers, plate and frame, and spiral membranes; each having its own distinct advantages and disadvantages in operation. Polysulfone, polyamide, cellulose acetate, nylon, polytetrafluoroethylene, and polypropylene are some of the materials which are currently being used for making membranes [16]. The major classification of membrane processes corresponds to the size of particles they are able to reject in operation: microfiltration, ultrafiltration, nanofiltration, and reverse osmosis processes. Microfiltration rejects particles in the range: 0.10– 10µm; ultrafiltration: 0.01–0.1 µm; nanofiltration: 0.001–0.01 µm, and reverse osmosis: less than 0.001 µm [17].
In the oil and gas industry, these processes are currently being deployed in different degrees for the treatment of produced water with a view to ensuring that stringent regulatory conditions are met. In the application of this technique, it may sometimes be necessary to pass the influent through pre–treatment in order to remove large particles and free phase oil especially if a thin channel membrane is used. The membrane process is usually operated in a semi–batch cycle: the produced water is added at the same rate at which permeate is withdrawn, thereby keeping the volume of fluid in the system constant (Figure 2).
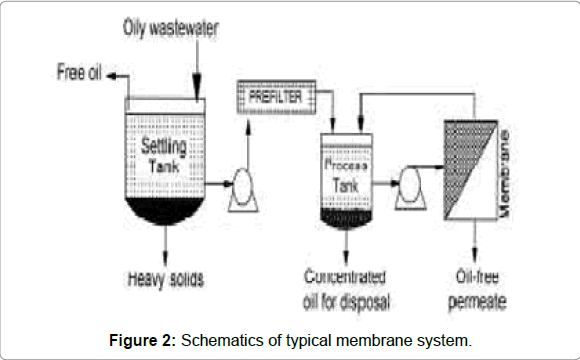
Figure 2: Schematics of typical membrane system.
Other treatment technologies
Apart from the treatment techniques discussed so far, produced water could also be treated with other technologies. The technology applied for a particular kind of treatment is determined by various factors which include desired final quality of the effluent water, available technical support, capital provisions for the project and the would be operating expenses and composition of the produced water etc.
Evaporation: The process of evaporation involves the vaporization of water molecules into the gaseous phase. Produced water can be treated using this principle by providing latent heat to the produced water feed to generate vapor that would be condensed into pure water form. The liquid after evaporation contains high concentration of salts (brine). In practice, produced water is initially de–oiled before it is subjected to the heat treatment. The energy cost for the technique could be very high for production process where much produced water is generated.
Packed bed adsorption: Produced water from oil fields could be channeled through a three–stage packed bed adsorption treatment system to get good results. If sodium bentonite modified organo–clay adsorbent and granular activated carbon is used as adsorbents in the system, a decrease in the percentage of oil and grease in the original influent results. The final effluent water can contain as low as less than 0.8% of oil and grease in the influent produced water. This amount is below detectable limit and thus will meet most regulatory requirement for discharge overboard in offshore locations.
Ion exchange: The process of ion exchange is a reversible chemical reaction which involves exchange of ion from a solution to similarly charged ion attached to an immobile solid. The technique is known for its role in water softening during treatment of potable water but to a lesser extent has been used for treatment of produced water. The process effectively removes arsenic, nitrates, radium, heavy metals, uranium, and salts from produced water [16]. Resins used for the process could be naturally occurring e.g. zeolites or artificially produced.
There are also some other technologies which are used for the treatment of produced water but because their usages are very limited, they are not as popular as the ones discussed so far. Some of these include capacitive de–ionization, electrochemical activation, electrodeionization, oxidation reactor, and decomposition in constructed wetland. Electro–oxidation and ozonation are also very recent technologies being extensively studied.
The major objective of treating produced water is to remove the impurities in the water and make the water good for either drinking or discharge into the environment. Considering the volume of produced water generated in oil production, the volume of impurities and contaminants extracted from the produced water will also be high and thus the need to discuss the disposal techniques of such wastes arising from produced water treatment.
The choice of disposal technique for wastes arising from produced water treatment depends on several factors such volume and nature of resulting waste, applicable environmental regulations, environmental impacts, public perception, cost, etc.
From practical experience, the feasibility of choosing a particular disposal system is usually dependent on cost contributing factors (such as transportation, treatment, and development of disposal site) as well as environmental regulations. Some of the techniques being currently used are disposal to surface water; disposal to sewer; re– injection into the reservoir (through injection well); discharge to evaporation pond; spray evaporation and application of zero liquid discharge.
Produced water management poses the single largest waste stream treatment challenge facing the Petroleum industry worldwide. The huge volumes of produced water generated per annum from oil and gas exploration and production require economical, effective and environmentally friendly methods of treatment. This work has highlighted various advantages and disadvantages of technologies and techniques for produced water treatment; with comparisons made between conventional treatment methods as well as other techniques. The durability and cost of the options highlighted need to be discussed in detail but it is important to mention that these factors are significantly influenced by site conditions, thus vary from location to location.
However, characterization of the produced water to determine major constituents is usually the first step in an attempt to select optimum treatment option for use. The result of such characterization will determine if pre–treatment is required, if thermal treatment is necessary, if chemical dosing could be avoided, etc. Therefore, characteristics of the produced water coupled with environmental factors, economic considerations, and local regulatory framework are used to select the optimal option for treatment of produced water in an offshore oil and gas exploration.